
BMW S38-B36 balansering av veivparti.
Fikk ett oppdrag her om dagen med å sjekke ut ett veivparti til en BMW entusiast som ønsket å få en skikkelig god balansefaktor på veivpartiet i sitt motorbygg.
Vi snakker om en BMW rekkesekser med motorkode S38-B36.
Det som skal gjøres er å få alle komponentene i veivpartiet ned til race spesifikasjoner når det gjelder balanseforhold i den roterende massen i motoren.
Her er det som dukket opp ved oppdragets start :


Imponerende godt pakket i skikkelig trekasse til og med.
Flott når kundene virkelig tenker på at sender du noe så tungt så MÅ det pakkes skikkelig.
Komponentene kunden vil jeg skal sjekke ut :

Ser at selve veivens overflate kunne vært og vil bli bedre :


Svinghjulet er maskinert for ny fler plate clutch og arbeidet ser bra ut :


De originale utboringene for balanserings prosessen ser en ennå :

Vi får se hvor mye vi må korrigere for å oppnå vårt nye krav til balanseforhold 🙂


Stempler og råder kommer ofte med sine egne ” Lapper ” i eskene som sier hva de veier,, LOL.
Ofte ikke mer verdt enn papirets vekt i milligram da tallene svært ofte ikke stemmer.
Alle balanseringsjobber hos EBB TECH starter med skikkelig vask og skrubb så også disse delen går inn i vaskeren :

Legger merke til at veien er såkalt ” pinned ” både på svingningsdemper nav og svinghjulet.



En meget bra løsning som sikrer vandring på komponentene.
Før jeg kan balansere veiven må jeg først måle ut veivens overflater og sjekke at alle dimensjoner er korrekte.
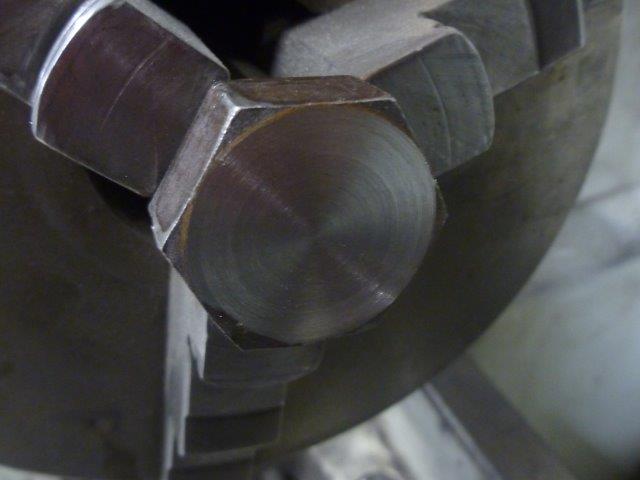
Deretter må jeg rett av skruen i front da den er basen for selve avlesningen på gradene i rotasjon på veiven.
Jeg dreier den plan og rett i dreiebenken :

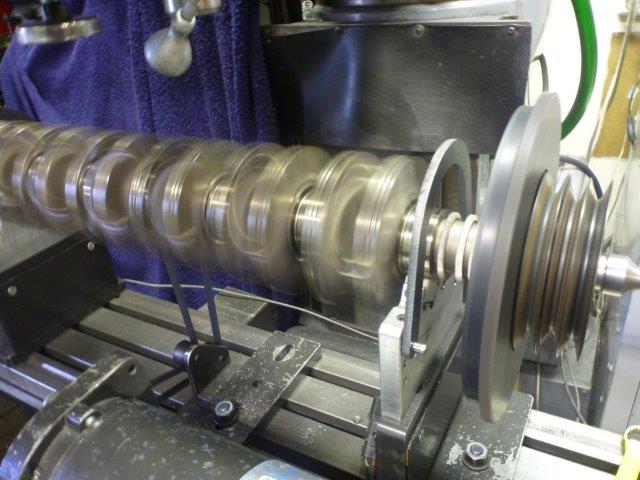
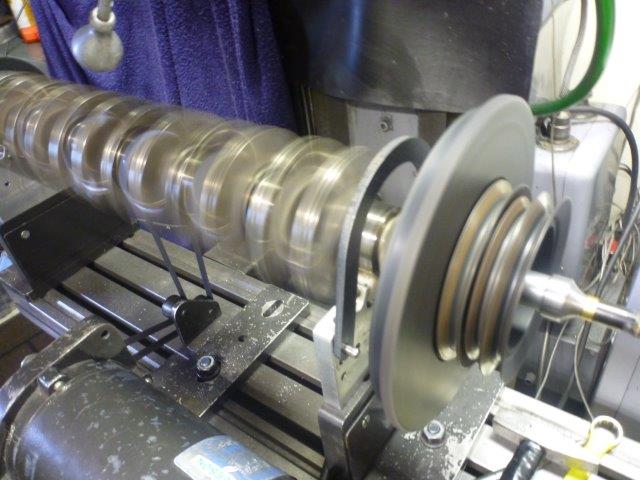
Spenner veiven opp i balanserings maskinen og sjekker for eventuelle kast i veiven med mikrometer klokke :

Den var meget bra og da begynner arbeidet med å logge flere spesifikke mål og taste dem inn i maskinen slik at den kan tolke veiven korrekt .
Spinner deretter i gang med første ” run ” og analyse :
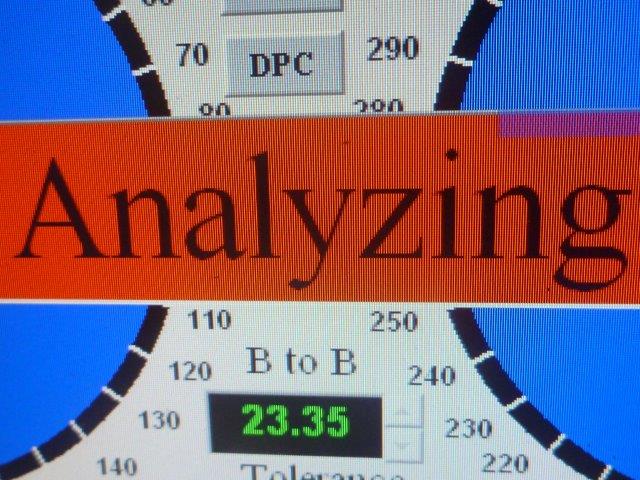
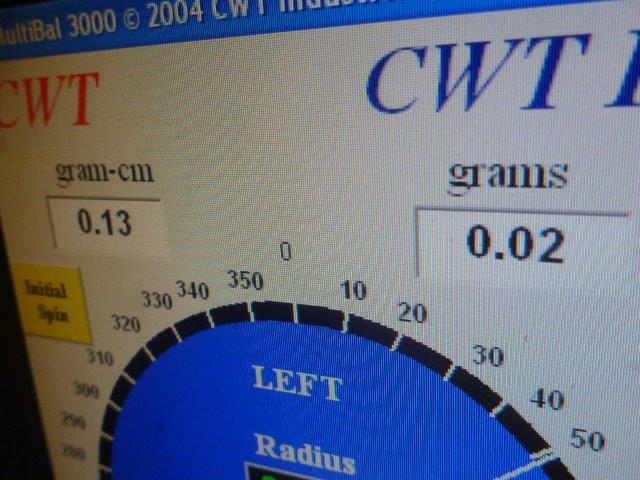
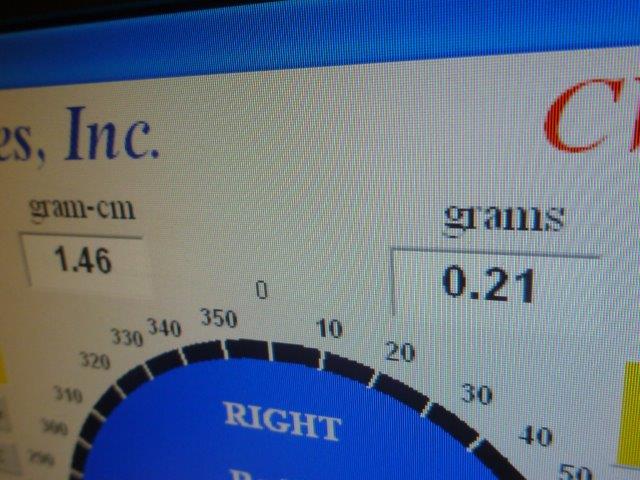
Etter første analyse er tallene slik :
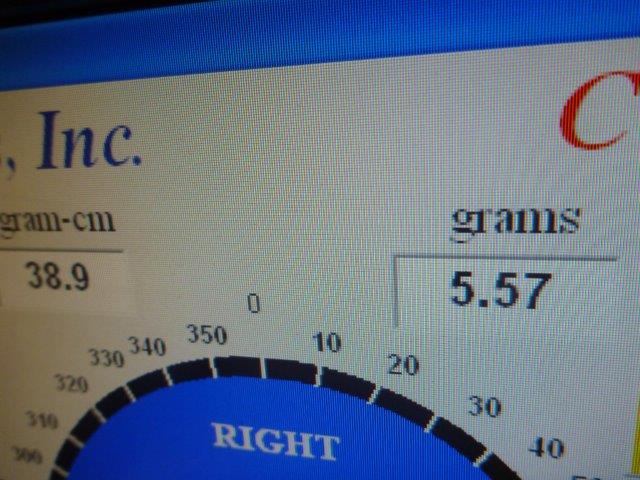
Vårt mål er 1,5 Gr / Cm som toleranse.
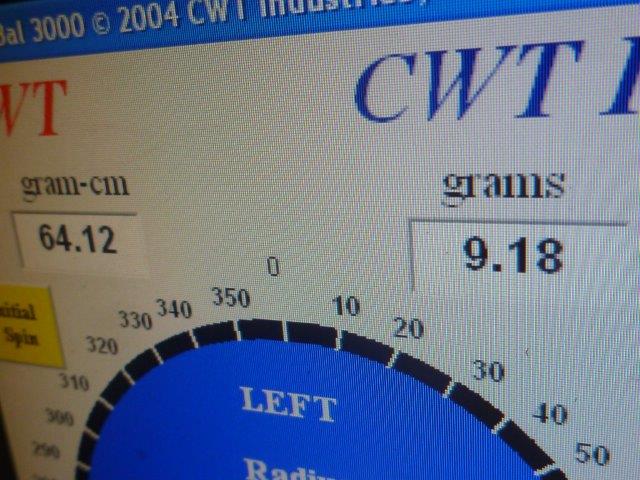
Vi ser at på venstre del av veiven er nå tallet 64.12 gr /cm og høyre side er 38,9 gr/cm
LANGT borte fra en skikkelig god toleranse.
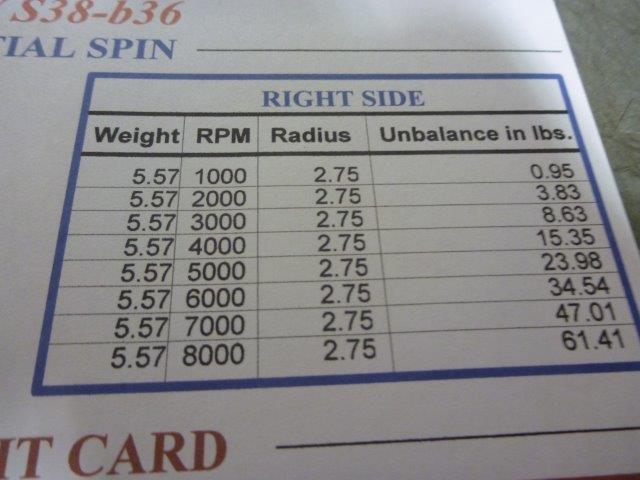
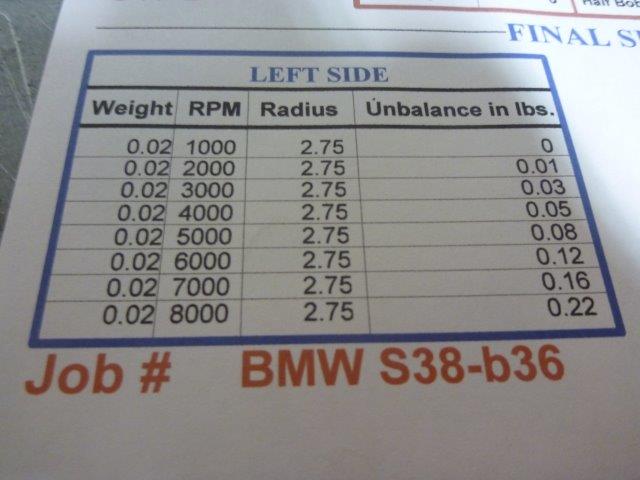
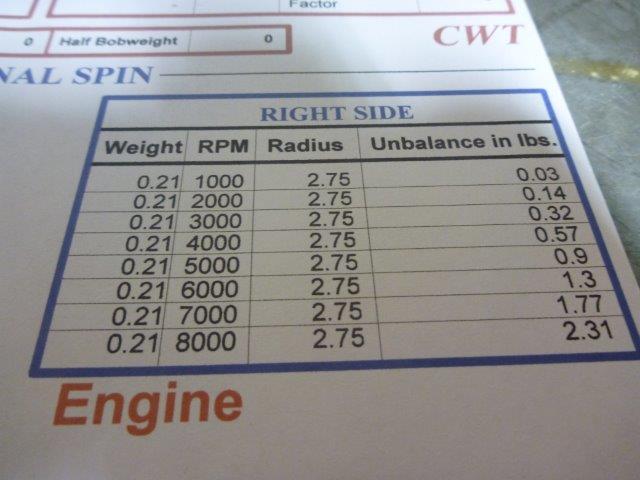
Her ser du hvor mye krefter som er på ville veier ved lavt og høyt rpm område respektive venstre og høyre side på veiven :
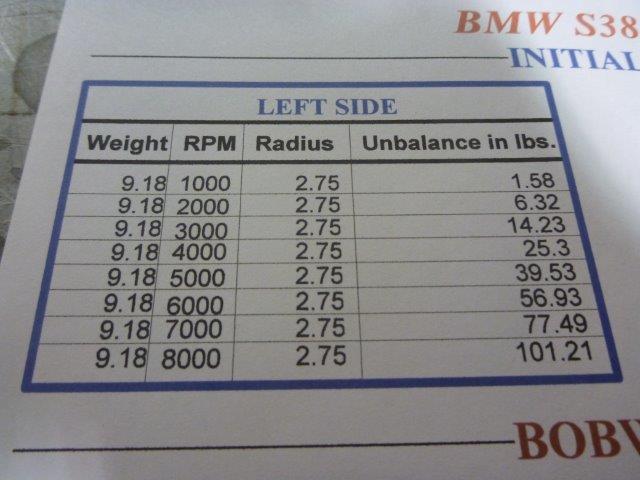
Eksempelvis er våre 9,18 gram hele 101.21 lbs ( ca 50 kg ! ) ved 8000 rpm !!
Dette kan vi ikke leve med så korrigering er absolutt nødvendig 🙁
For å nå vårt mål må vi korrigere.
Venstre siden må vi ta bort 9,18 gram og høyre side 5,57 gram.
Det gjør jeg med utboring eller sliping av materiale fra veivens skinker på posisjoner definert av maskinen.

Nye spinn og nye korrigeringer gir til slutt resultater som vi er på jakt etter :
Alt under 1,5 gr/cm er mitt mål og det har jeg med letthet klart her og er fornøyd med selve veiven.
Nå kan du selv se hva slags krefter som er ute av kontroll på de samme turtallene som FØR korrigeringene :
Utrolig mye bedre 🙂
Svinghjulet er nå neste ledd og det monteres. Du ser også de fine styrepinnene i veiven som låser svinghjulet presist fast :


Spinner opp for analyse og får avvik og angitt sted å korrigere vekten på med utboring :
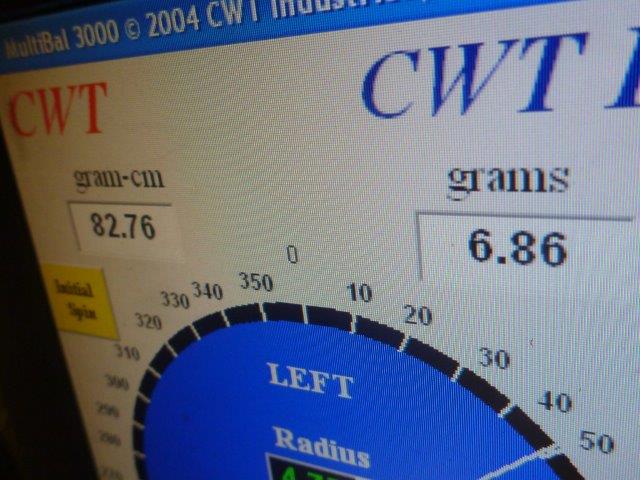

Gr/cm var hele 82,76 før korrigering. La oss se hva vi får når korrigering er ferdig etter siste analyse ferdig :

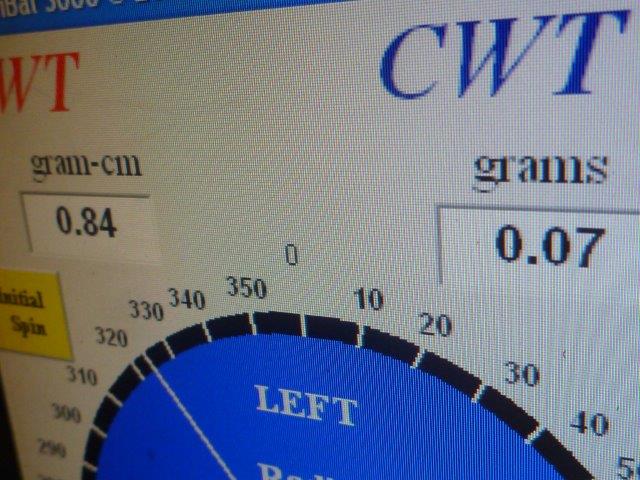
0,84 gr/cm er godt under vårt 1,5 gr/cm mål så da er jeg fornøyd 🙂
Trykkplate til clutch er neste og den får samme prosess :



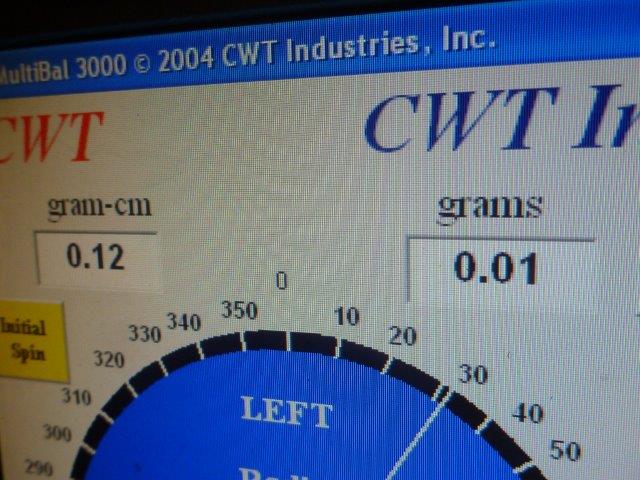
Ble meget bra dette her !
Veiven får så en Nano-tech behandling ( EBB TECH er eneste i Norge som tilbyr denne prosessen ) og en Micro polish helt til slutt og da kan du se hvordan finishen ble :


Råder og stempler er nå vektjustert. Stempler seg individuelt imellom med pinner og råder fra ende til ende :


Her er det endelige resultatet av prosessen :

Nå er det bare for meg å pakke delene like fint tilbake inn i kassene og sende tilbake slik at kunden kan montere ett bra balansert veivparti inn i sitt motorprosjekt.
EBB takker for tilliten og ønsker lykke til med kult prosjekt 🙂
Skulle du ha bruk for noe arbeider med ditt veivparti ta gjerne kontakt for pris / levering.


 del på
del på