
BMW E30 2,5 – 6 syl topp med problemer.
BMW er jo artige ting å jobbe med.
Ikke rent få motorer og topper fra denne fabrikken er innom her i løpet av året.
La oss titte på en topp som en kunde slet litt med.
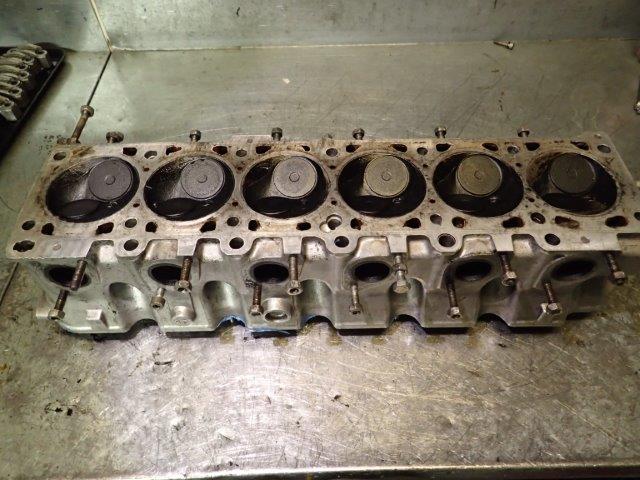
Ser vel gjerne ut som de fleste andre topper , litt skitten både her og der samt i behov for litt kjærlighet.
Kunden ønsket tidligere å få ett motorverksted til å modifisere toppen med å sveise inn forsterkninger da han ville konvertere motoren til turbo bruk.
Slik så det ut etter at kunden fikk den igjen etter sveising fra firmaet :
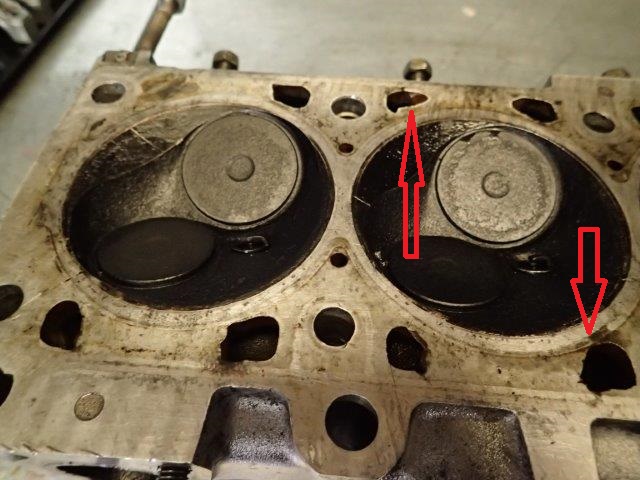
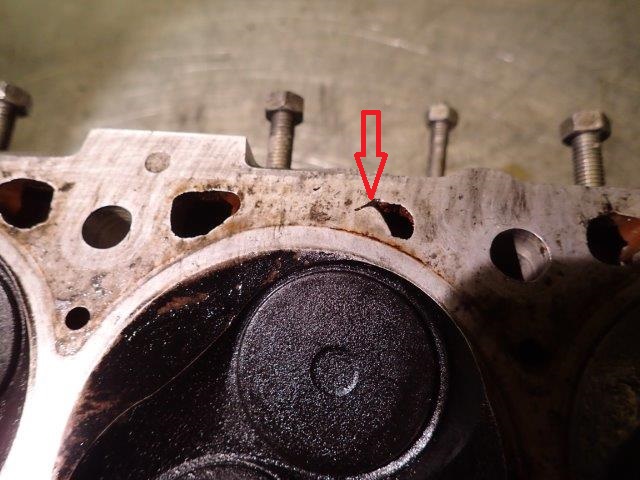
Mildt sagt merkelig utført med svært varierende resultat og dimensjoner på inn sveising.
Noen plasser er mye fylt inn mens andre nesten ikke i det helet tatt 🙁
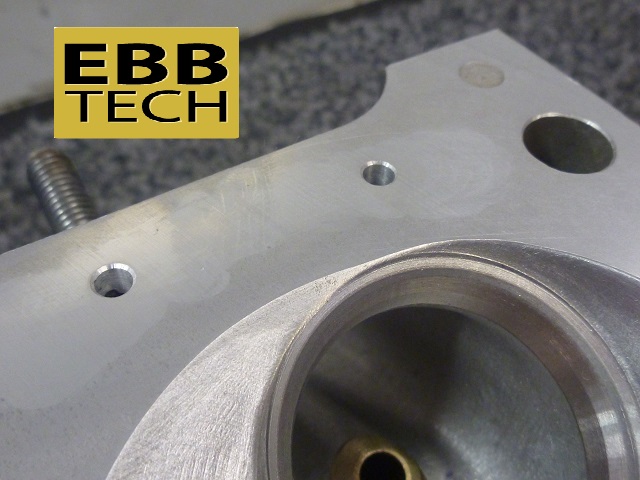
Etter min mening bør det se noenlunde slik ut når dette arbeidet er utført både riktig og med grei kvalitet :

Men det egentlige problemet for kunden er at når han satte toppen på og begynte å bruke bilen var det så godt som ingen kompresjon på alle sylindrene. Det feis og poppet og gjorde alt annet enn eieren håpet på.
Kunden synes dette var merkelig og spurte firmaet om det kunne være noe feil med arbeidene de hadde utført , noe som for dem var helt uaktuelt , sa de..
Da han ikke kom lengre med firmaet ble jeg kontaktet og jeg sa at eneste mulighet for å finne ut av det er å sjekke over toppen og jobbe litt systematisk med den for eventuelt avdekke problemer.
Før jeg begynner vil jeg bare raskt vaske toppen , så inn i delevaskeren med den. Da blir den oljetørr og jeg kan kikke litt mer på den

Mens jeg tørker toppen med trykkluft , både utpå og inni kanaler legger jeg raskt merke til dette her :

Ser du nøye så ser du en luftboble bli presset opp forbi ventilsetet når jeg blåser forsiktig inni kanalen.
Hm , det vil jo gjerne si lekkasje mellom ventiler og sete.
Men hvorfor det mon tro ?
Jeg vet allerede svaret men la meg vise sammenhengen i noe av dette her.
Fyller litt vann i forbrenningskamrene og her ser du lett hvordan det lekker , i alle setene :


Luftboblene avslører min mistanke der og da. For å kunne se om den stemmer så må jeg demontere toppen helt og vise hvorfor det nå er lekkasjer.

Flere av ventilene har problemer med at låsesporene har fått kanter som gjør at ventilene ikke kommer ut av seg selv samt at en ventil stamme har store skader som ikke kan være påført den korte tiden mens kunden prøvde å få motoren til å fungere.


Her mistenker jeg at ventilene ikke engang har vært rørt mens jobben firmaet utførte med sveisingen foregikk ?
Ser jeg videre på selve ventilenes anleggsflate forsterkes den mistanken betraktelig :


Ventilene hadde IKKE hatt masse sår og groper hvis de hadde fått en gjennomgang NÅR toppen ble sveiset.
Men , sett det litt til sides , så er forklaringen på de store lekkasjene mellom ventiler og seter rett og slett at når arbeidene med sveising har foregått så har utøveren IKKE hatt kunnskaper om hva som faktisk skjer med godset rundt ventilsetene når en sveiser.
Toppen får spenninger som følge av varmen som tilføres under arbeidene. Disse spenningene skjer i en sone som er svært nær selve ventilsetene. Denne varmen deformere og faktisk ” flytter ” litt på setene som igjen gjør at setene ikke er konsentriske eller runde når sveisingen er avsluttet.
Sannsynligvis har operatøren gjort følgende : sveiset , planslipt og ut med toppen til kunden 🙁
For at dette skal bli tilfredsstillende bør dette gjøres ved slik forsterkning :
Demontert topp , vasket og renset topp , trykktestet , preparert for sveising , forvarmet topp , sveist i forsterkninger , avkjølt topp i kontrollerte former , maskinert korrekte huller i topp for sirkulasjon / steam huller mot topp pakning , frest seter , slipt ventiler , tilpasset , planslipt , vasket , montert alt i sammen og justert ventilene.
Så her må jeg brette opp ermene og ordne til seter og ventiler som ett absolutt minimum for at ting holder tett.
Toppen er nå ferdig renset , trykktestet , styringer målt ut og alle ventiler er renset og polert.

Litt blåfarge hjelper på å se hvordan setene skrider frem under frese prosessen.
Finner frem litt utstyr for å frese setene med fler-vinkels kutt :




Tilpasser setene med litt pasta og ser at jeg får greie anlegg mot ventiler og seter :


Nå holder setene tett og etter en vakuum sjekk av seter får jeg en bekreftelse på det 🙂
En kjapp liten plansliping av toppen og porene fra sveisingen fra operatøren viser enda bedre :

Knappenåls porer gjør egentlig ikke så mye men vi vil helst unngå store dype porer.
Her er det klart for nye tetninger og montering :


Da er toppen klar til kunden.


Nå holder ventilene tett , toppen er plan og nye ventil tetninger hindrer oljeforbruk .
EBB takker for oppdraget og ønsker lykke til med prosjektet 🙂
Skulle du ha bruk for noe arbeider med din topp ta gjerne kontakt for pris / levering.


 del på
del på