
Audi 1,8 T ( AEB ) blokkbygg.
En av motorene som frekventerer mer og mer hos EBB er Audi sine herlige 1,8 litere med 5 ventilers topper og turbo.
Er nesten arvtakeren til 2,2 liters 5èrne som også er ustyrtelig populære.
Her om dagen fikk jeg en forespørsel av en lokal kar som hadde blitt lei av alle lovnadene og fiksfakseriene av en , skal vi si , motorbygger .
Dette fikser jeg selvfølgelig sa jeg og kunden dro med seg både blokk og topp for litt gjennomgang.
Her er blokken ankommet benken min :


Skitten , rustet og slitt som vanlig 🙁
Kunden vil ha ett bygg med skikkelige stempler . råder og da skal vi bore opp blokken for så hone den og toppdekke anleggsflaten mot toppen.
Veivpartiet skal jeg også ta meg av med litt utmålinger , balansering og vektjustering på komponenter.
Her er resultatet av ventetiden som ” motorbyggeren ” ga ham :

Rett og slett ingenting utført men masse rust tilført 🙂
Jeg går i gang med å vaske ut blokken , trykk tester den og finner den i orden. måler ut litt her og der samt fjerner rusten fra sylinderne slik at de kan bores korrekt.
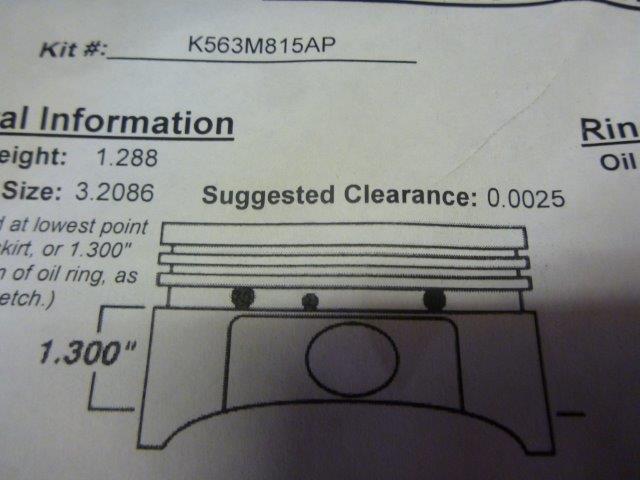
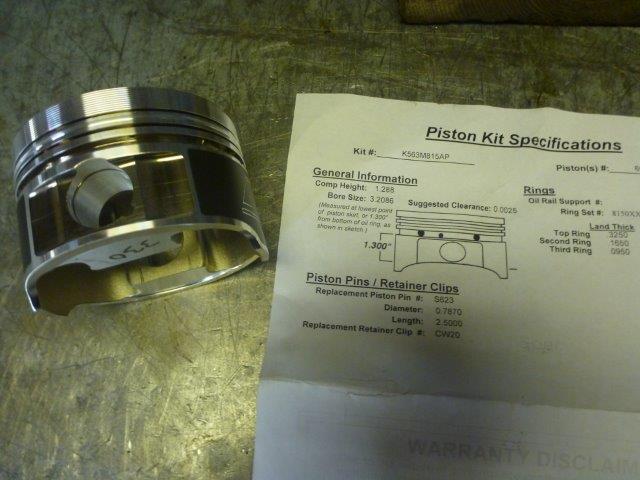
Finner frem stemplene vi skal benytte og titter litt på data fra leverandøren :
Setter blokken opp i bor jiggen , sentrerer bor-hodet :
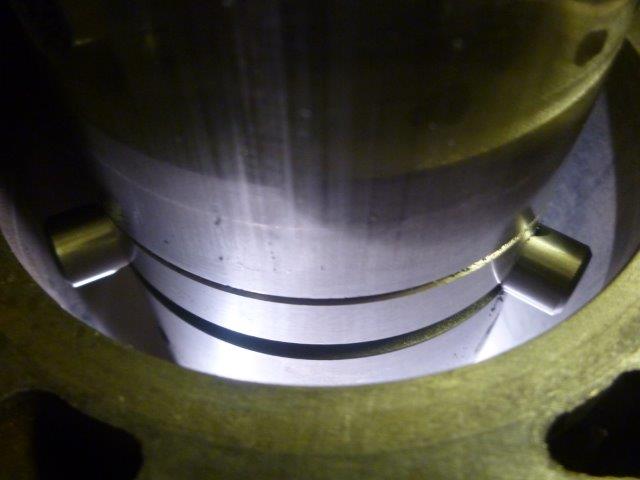
Klokker inn micrometeret og bor-skjæret til første kutt`s diameter :


Skjæret er for øvrig hjemmelagd med Carbid tupp og nydelige kutt-vinkler .
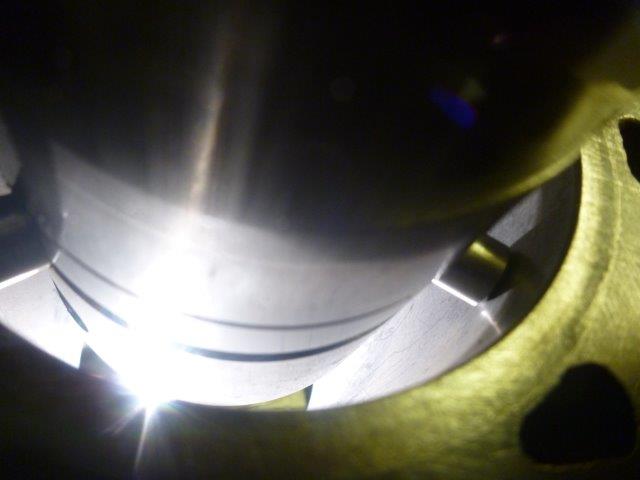
Her går kuttet og resultatet ser du til høyre :

Hullet måler 0-0 i ovalitet og fra topp til bunn 🙂
Når alle hullene er boret skal jeg hone sylindrene til ferdig diameter.
( Nei ,disse blokkene trenger IKKE å stress hones / bores for å gi optimal Power. Har boret / honet flere med egen stressplate og det gir absolutt INGEN forskjeller i dimensjonale forhold eller struktur . Bortkastet tid og penger for kunden så det ønsker jeg ikke å prakke på kunden bare fordi det høres kult ut )
Det er både for riktig dimensjon men også korrekt finish til valgte stempelfjærer :


Underveis er det masse målinger og kontroller for å holde sylindrene helt runde og med riktige mål :


Til slutt stemmer alle målene :


Nå er turen kommet til å plan slipe blokkens overflate mot topp pakningen :

Litt greit å ta bort skarpe kanter og huller :


Blokken er nå vasket og klar for montering.
Veivpartiet skal jeg balansere og gi en god balansefaktor :
Justerer første vekten på råder og stempler :


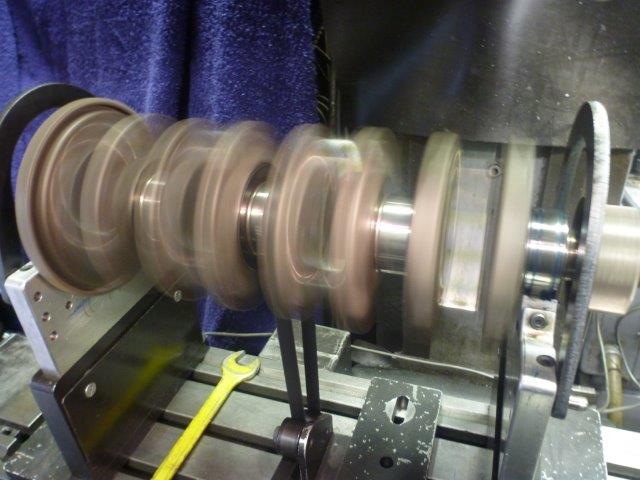
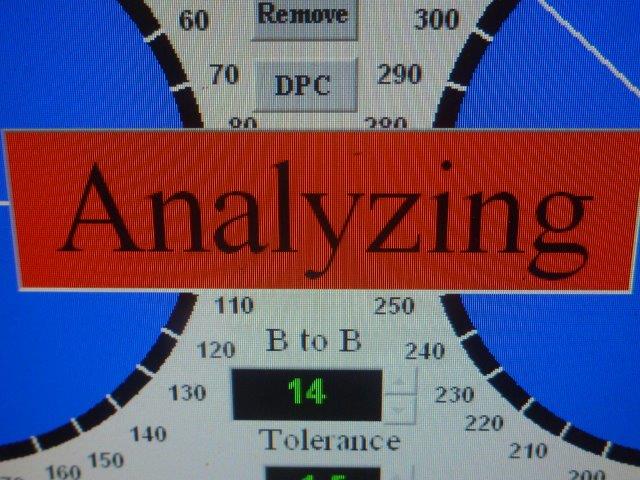
Så legger jeg den kontrollmålte og klargjorte veivakslingen inn for første spinn og utmåling :

Korrigerer med reduksjon av materiale på anvist plasser :


Spinner igjen og får etter en runde til klarsignal fra maskinen om oppnådd korrekt balansefaktor :
Så skal jeg legge til svinghjulet og korrigere det :

Trykkplaten får også gjennomgå slik at jeg oppnår ønsket kvalitet :


Når en tar del for del med i selve balanserings prosessen blir jobben helhetlig og komplett.
Veiven får til slutt en Nano-tech prosedyre og Micro polish :

Veivpartiet klart 🙂

Monteringen av selve veivpartiet kan nå starte.
Først måler jeg ut og korrigerer stempelfjærer :


Dette er meget viktig at blir gjort akkurat slik det skal. For liten åpning og varmskjæring blir resultatet og for stor kan gi oljeforbruk og lite power..
Den ene av ( kina ) rådene hadde for små klaringer til at krysspinnen ville gjennom på kanten av foringene så jeg måtte ordne det med ett lite verktøy :


Låseklips på råder trippel sjekkes og stempelfjærer monteres på stemplene:


Her er stempler og råder med sine fjærer og lagre , klargjort for montering inn i blokk :

Først inn i blokken med dysene som kjøler stemplene fra undersiden når motoren går :


Så legger jeg inn rammelagrene i blokken :


Diameteren på veivens rammelager journaler kjenner jeg fra utmålingen tidligere og det samme med diameteren på hullet inni blokken med lagrene montert med moment. Dermed ved jeg den aktuelle klaringen men velger å også bruke måletråd som siste kontroll for å sikre at klaringene er korrekt :
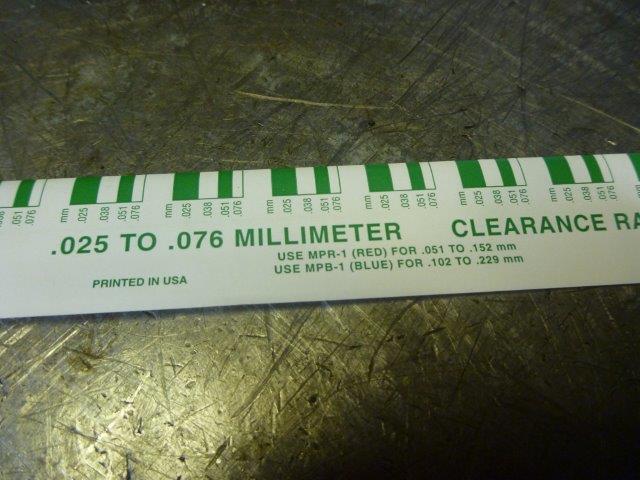
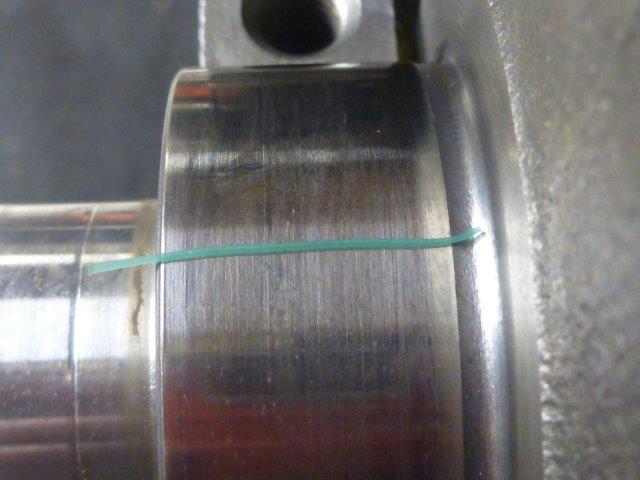




Grei måte å få bekreftelse på klaringene 🙂
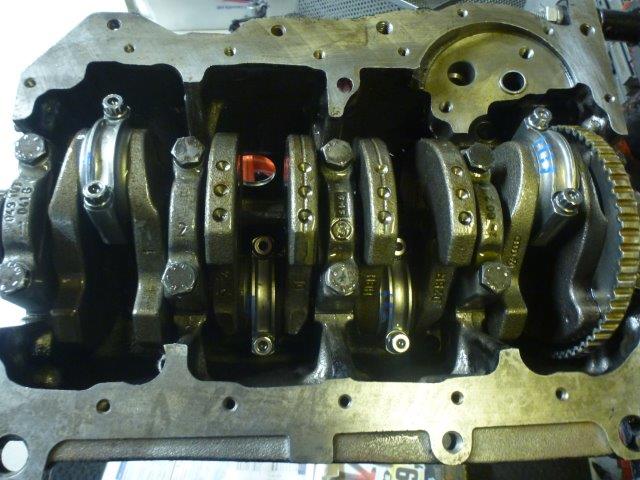
Monterings olje på lager flater og veivens journaler deretter legger jeg selve veiven nedi blokken på de nye lagrene:


Veiven lar seg rotere helt nydelig og ende klaringer sjekkes med mikrometer :


Inn med råder og stempler i blokken. Sjekker klaringer til olje spylerne etterpå :


Boltene til rådene skal ha spesial pasta på seg og måler også her ut med måletråd til slutt :




Alle klaringene ble tilfredsstillende og jeg er fornøyd 🙂
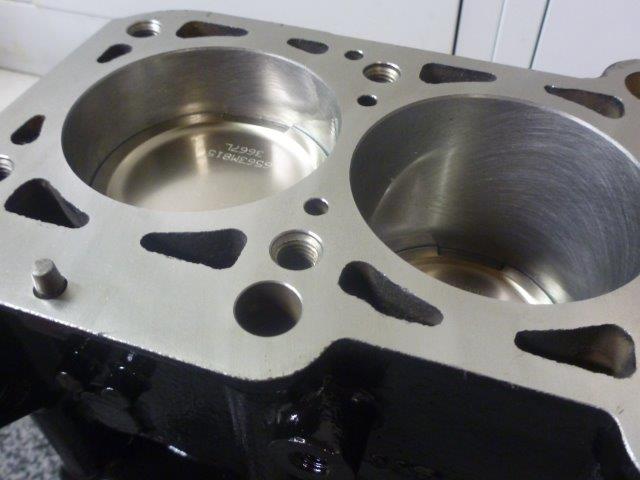
Sjekker at alt roterer uten noe tull og ser at squish høyden er innenfor mine ønsker :

Ser jo riktig så bra ut etter at styrepinner til topp er på og alle stempler nå på plass :


Da er blokken klar for kunden. Han skal selv montere det øvrige og komplettere med montering av topp osv.
Ser du forskjell fra før og etter ?

Selvfølgelig leverer jeg ut blokken ferdig vasket & lakkert i 2 strøk sort blank slik at kunden ikke trenger å tenke på det !
Her blokken i sammen med toppen som EBB også utøvde litt kirurgi på for denne kunden.

Du kan lese om den i en annen artikkel.
EBB takker for oppdraget og ønsker lykke til med ett spennende prosjekt 🙂
Skulle du ha bruk for noe arbeider på din motor ta gjerne kontakt for pris / levering.


 del på
del på