
BMW M3-S50 motorbygg.
Du finner alltid noe BMW motor greier inne hos EBB TECH.
Enten gamle travere fra svunne tider som M10 motorene eller mer moderne M3 / M5 motorer.
Noen skal bare ha motorene tilbake til ny stand med en helt ordinær overhaling mens andre skal ha dem oppgradert for litt mere enn inspirert kjøring i sin entusiastbil 🙂
Siste kategori blir det flere og flere av og ikke rart det når en tenker på hvor bra disse motorene er både opprinnelig og hva det har som potensiale i litt , skal vi si , frisert tilstand.
En av mine kunder ville ha litt mer av alt i sin kjerre så denne her dukket opp for en gjennomgang.


Denne er stort sett original og i grei stand men ser ikke så topp ut kosmetisk :




‘Denne skal jeg oppgradere med ting som smidde stempler , bedre råder , ordne ett skikkelig balansert veivparti , borre blokken , oppgradere topplokket med flow-dynamiske arbeider , etc samt generelt heve nivået på både tekniske og estetiske detaljer.
Motoren skal først plukkes ned før en del kontroller og utmåling.
Begynner med å demontere eksteriørmessige detaljer som innsug og andre ting :


Deretter skal toppen av så Vanos system fjernes og drev skal av :


Kammer og løftere demonteres og systematiseres for senere referanse :




Kamhuset løsnes så :

Neste er å få toppen av blokken :


Må huske på og få med disse her som er lett å glemme :


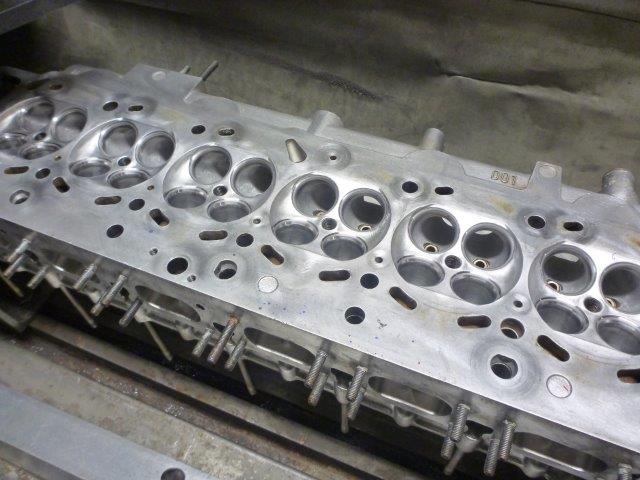
Toppen er nå av og det er tydelig at den har hatt mange mil bak seg :




Men fortvil ikke EBB skal leke frem en helt ny og flott topp 🙂
Blokken skal nå demonteres helt :


Bunnpanne av og ut med stempler og andre dingser inni der :


Kjeder og pumper skal bort:


Så stempler og råder ut ifra blokken. Her ser jeg også at motoren har opprinnelig sittet i ett annet chassi enn kunden har den i dag da denne oljepumpebraketten ikke skal være der videre nå :


Disse skal vi ikke bruker videre mens olje dysene skal trykk testes og vaskes for bruk senere :


Veiven skal også gjenbrukes , vaskes , sprekk testes og balanseres samt blokkens trykk testes , måles ut og senere bores , hones og plandekkes


Oljepumpen skal også sjekkes ut :

Jeg stripper kjapt toppen , tar ut ventiler og ventiltetninger :


Ventilene skal få en komplett gjennomgang senere:


Da går jeg i gang med oppbyggingen av motoren.
Blokken er nå vasket, trykktestet samt målt ut på diverse hold.
Jeg skal utstyre blokken med smidde stempler , disse her :

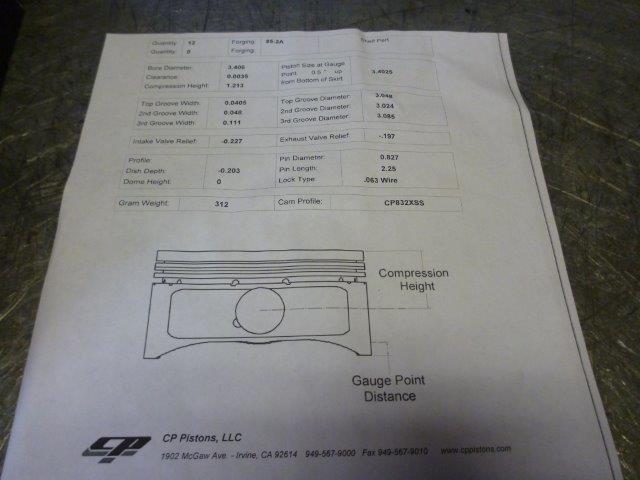
Disse er over dimensjon så jeg skal nå bore blokken først til ny diameter.
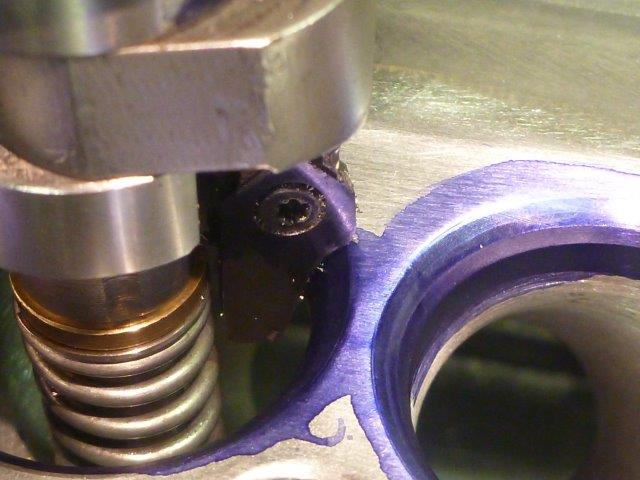
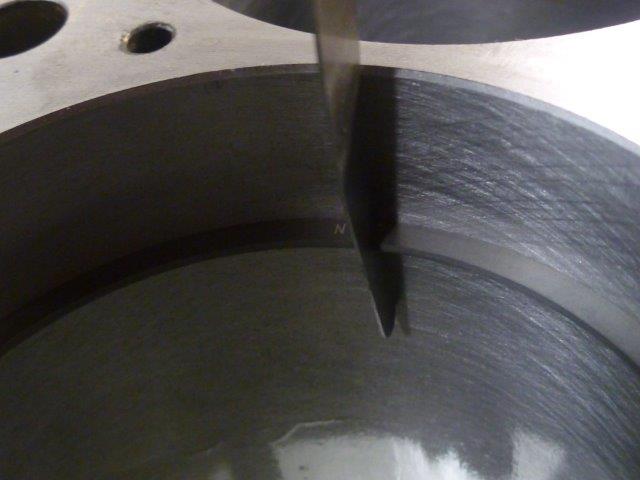
Tar frem utstyret jeg skal anvende for utboringen. Sentrerer maskinen slik at utboringen starter fra senter i hullet :


Utboringen starter og første kutt underveis :


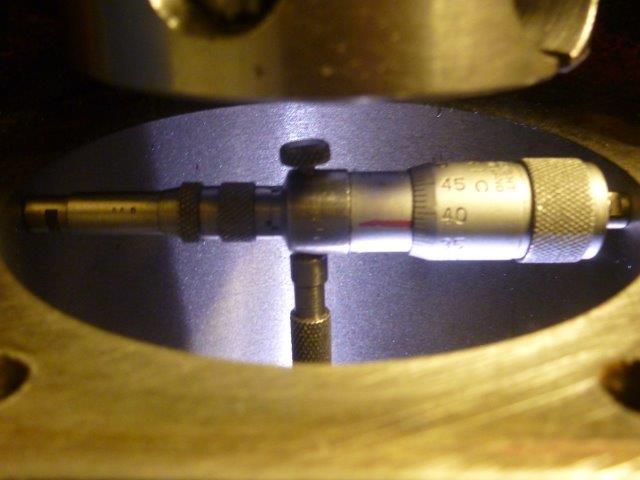
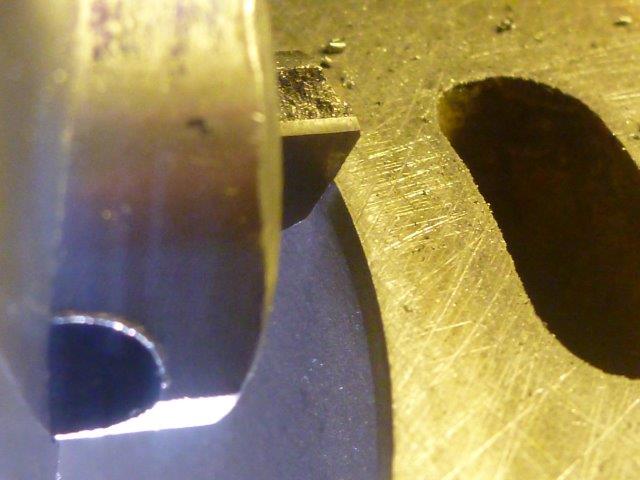
Kontrollmåler underveis og til slutt legger jeg en liten kant med ett skjær som skal lette innmonteringen av stempelfjærende
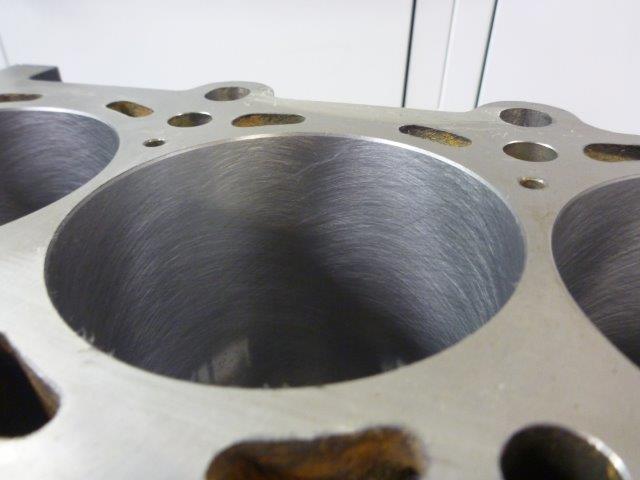
Nå skal jeg hone sylindrene til korrekt mål slik at stempene får riktig klaring .
Da hones det , måles og hones helt til målet er nådd :




Alt blir nøye kontrollmålt , data ført i bygglogg og lagret. Her sjekker jeg til slutt at sylindrene er rette fra topp til bunn og rundt fra side til side :


Blokken er ferdig boret og honet og det gjenstår å planslipe blokken , MED frontdeksel på slik at det også får samme høyden som blokken. Glemmer du dette kan resultatet bli kjedelig.




Ordner til slutt litt kanter og huller for ett helhetlig inntrykk og funksjon :


Her ser du at frontdeksel matcher blokkens høyde etterpå :

Neste er å ordne til ventiler. Her ser en hvor mye groper det er i selve ventilsete arealene for eksosventilene :

Sliper de allerede rengjorte og polerte ventilene i ventilsliperen og etterpå blir det andre boller :


Toppens ventilstyringer og ventiler er allerede utmålt på klaringer og dimensjoner og kan benyttes videre. Ingen grunn til å kjøpe nytt bare for å kjøpe 🙂
Jeg utfører så en Flow-dynamisk korreksjon på toppen gjennom diverse arbeider og noe av arbeidet ser du resultatet av her i eksoskanalene :

Neste trinn er ventilsete arbeider som skal komplettere de Flow-dynamiske virkemidlene.
Her freser jeg innsugsetene med spesial skjær fra en tidligere DTM- ingeniør som jeg er så heldig å ha ett samarbeid med.

Dette kuttet alene gir deg en økning på flere % i flow-kapasitet på innsugsventil / kanal kombinasjon :


Eksos siden får også gjennomgå med nye kombinasjoner :


Alle ventilarbeider er nå fullført og jeg grov justerer ventilklaringer på samtlige ventiler :


Tid for plansliping av toppen til korrekt finish for vår planlagte pakning så inn i EBB`s vidunder maskin :

Diller litt med kanter og huller for å gi fint helhetlig kvalitet på jobben :


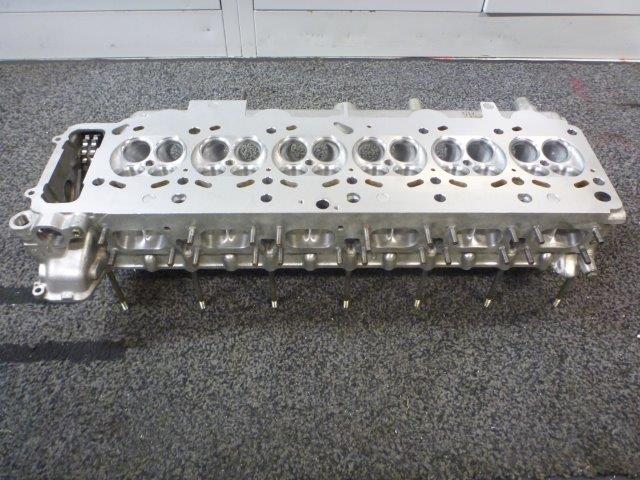
Spanderer på meg ett par bilder av toppen ferdig 🙂

Veivpartiet skal så balanseres og for å ikke gjøre denne artikkelen for lang så kan du se litt om denne type arbeide her :
https://www.ebbt.no/toyota-supra-2jz-balansering/
Grovt fortalt så blir alle komponenter vektjustert :


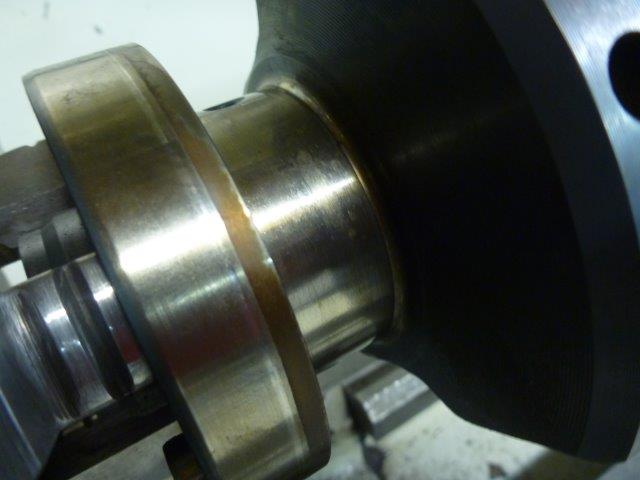
Her ser du før og etter Nano-poding / Micro polish på denne veiven :

Veivaksling , remhjul , svinghjul , clutch osv blir balansert til særdeles god standard og til slutt har jeg denne pakken her klar til montering :

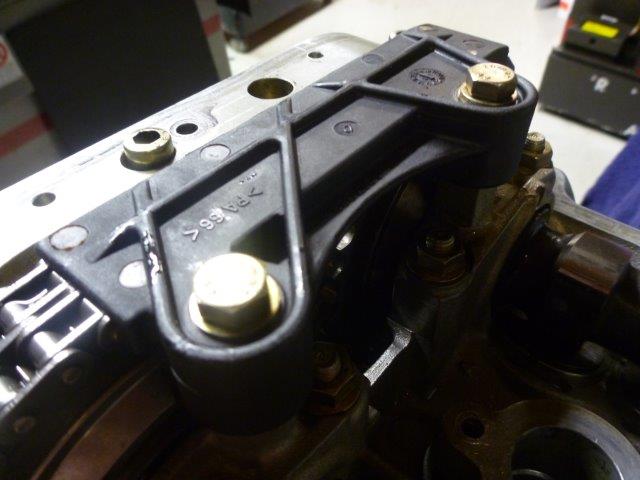
Montering av innmat i blokken står for tur og her er blokken klar for arbeider :

Ett par nærbilder av detaljer :

Stempelfjærene er tilpasset hver sylinder :

Blokkens underspylere er kontrollert og monteres :


Rammelagre for veiven er valgt og de skal legges i sine respektive bukker :

Kunden skal benytte nye , forsterkede ” studs ” av høy kvalitet for å sikre enda mer stabilitet i rammebukker :


Disse har vært prøve montert tidligere og jeg har sjekket ut at ” linjen ” er korrekt med rammebukker tiltrukket med riktig moment for disse ARP studsene.
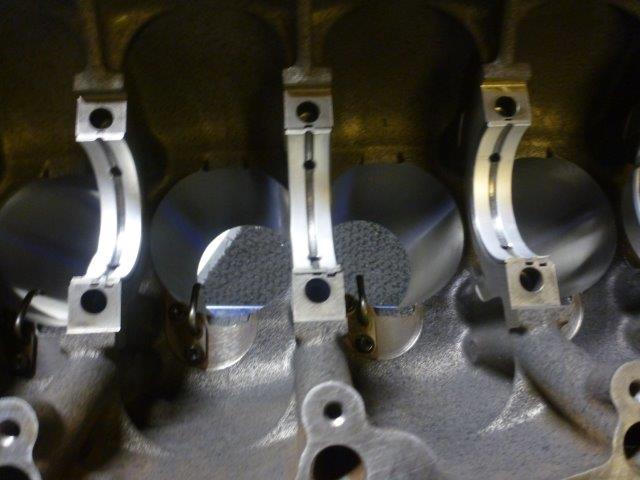
Den balanserte og preparerte veiven legges inn i blokken og rammebukker er klar med nye lagre i riktig dimensjon :


Alle lagerbukker og veivens lager flater er målt ut men jeg sjekker allikevel med måletråd for å kvalitetssikre arbeidet.
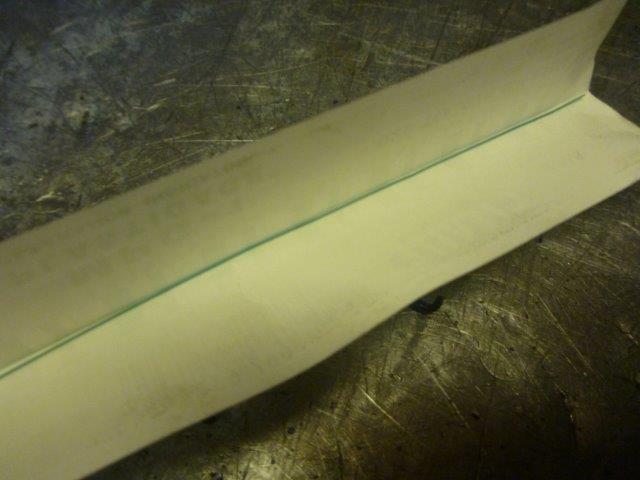
Måletråden har en presis diameter , rund sådan , før den blir klemt flat mellom lager og lageroverflater ved tiltrekking av momentet under utmåling / kontroll .


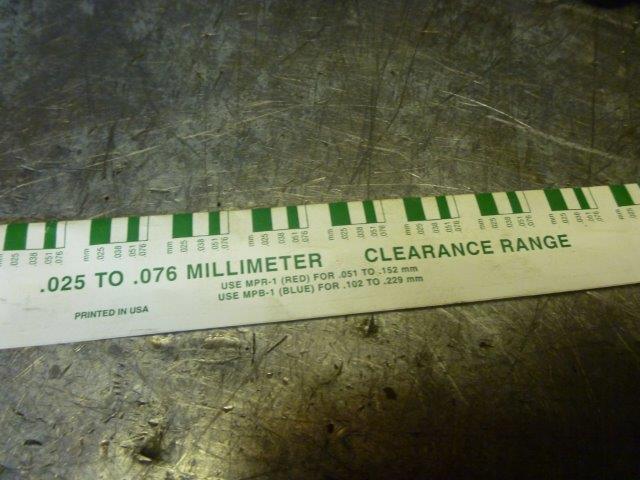
Når en deretter løsner og tar bort lagerbukkene kan en se ved hjelp av en scala sammenligne og se hvor flat tråden har blitt og hva klaringene ligger på
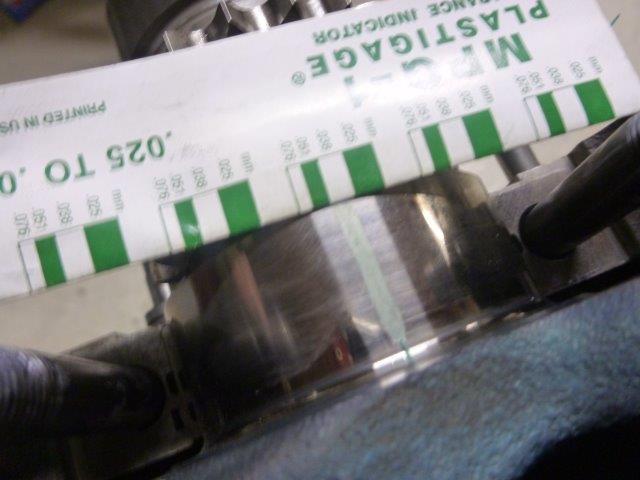
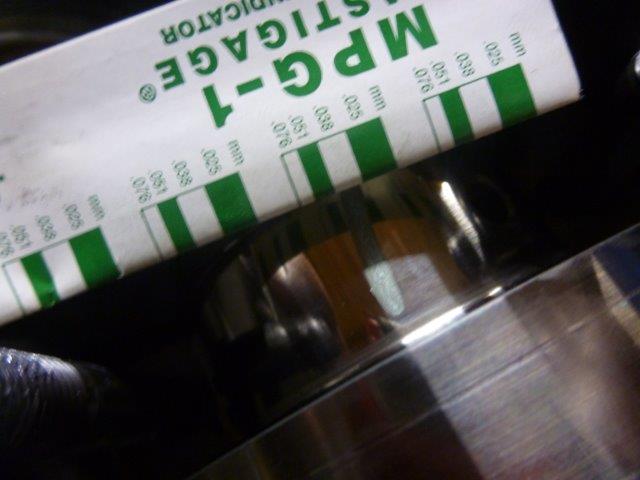
Her ble det flotte klaringer og jeg er fornøyd 🙂
Oljer opp alle lager flater , trekker til bukker og kontrollerer at veiven roterer fint :


Endeklaring på veiven kontrolleres også slik :


Nye sim-ringer bak og foran samt jeg har Tig-sveiset inn en AN-kobling som kunden skal ha til retur fra turbo og inn i registerdekselet :




Rådene har jeg måtte korrigere da de hadde for liten diameter på den lille foringen hvor kryssbolten til stemplene går i . De ble honet opp til korrekt mål :



Nå er turen kommet til nye rådelagre inn i de nye vektjusterte og modifiserte rådene :


Snart klar for å koble stempler og råder i sammen :

Noen kontrollutmålinger på stempler er utført som her hvor over / under høyde på stempler ifht dekkplanet blir sjekket ut:

Låseklips og fjærer montert og trippelsjekket :


Lager klaringer sjekkes med måletråd :


Inn med stemplene og sjekker at oljedysene går klar skjørtene på stemplene , veldig viktig !


Så skal resterende av komponentene i blokken inn og det er noe av dette her :

Ny strammer til oljepumpekjedet da den gamle er slitt :


Kjeder og oljepumpe samt fremre deksel på plass :

Alt klart i bunndel og dermed skrur jeg bunnpannen på plass :


Toppen skal nå settes sammen og jeg sjekker fjærtrykk på ventilfjærer og korrigerer trykk hvor nødvendig :

Noe av innmaten i toppen klar for montering og nye ventiltetninger monteres med spesialverktøy :



Ventilene er klare og når de er lagt inn trippelsjekker jeg alle tetningene og ser at de er suksessfullt montert :


Ventilfjærer . tallerkener og låser skal komplettere monteringen av ventilene :




Nå skal vi koble topp og blokk i sammen.
Kunden har valgt også her å kjøre på med skikkelige nye studs for sammenføyningen av topp og blokk.
En spesiell trykk-ring pakningsløsning skal også monteres.


Studsene monteres etter anvisningen som følger med :

Her kan du se trykk-ringen som er integrert i denne spesielle topp pakningen :


Den regelrett preges inn i toppens anleggsflate og gir ett høyt anleggstrykk i ringens anleggsflate og dertil en særdeles god sikring mot lekkasje.
Toppen er fastskrudd , momenter trukket riktig og så er det på med kam huset som er klargjort


Her skal ventil løftere inn :

De ligger klart på serveringsbrettet og legges på sine respektive plasser :


Kam akslinger skal på plass og denne kunden har valgt å ikke benytte seg av Vanos-systemet på sitt turbobygg så vi bruker bare 2 eksos kamdrev på kammene.


Kambukker er organisert og klar til dyst 🙂
Sjekker litt timing-merker og trekker ned kammer med rett moment.


På med topp-guide for kamkjede og litt smøring må til :

Sjekker ved en prosedyre at det er nok klaringer mellom stempler og ventiler ved området rundt veksling in/ ut samt ved Ø.D.
Jeg har pulverlakkert ventildekselet hans i matchende sort krympelakk og den rengjorte spjeldhus-rekken monteres til slutt :


Puhh,,da var endelig dette oppdraget utført .
Nå har kundens ønsker blitt integrert inn i bygget og motoren er klargjort for hans ønskede profil for prosjektet samt det er kvalitet i detaljene bygget består av.




Nå kan kunden hente sin nybygde motor og montere denne inn i sitt herlige prosjekt 🙂
EBB takker for tilliten og ønsker lykke til !
Skulle du ha behov for noe arbeider på din M-motor ta gjerne kontakt for pristilbud / levering.


 del på
del på