
BMW M3 Gatebil Extreme blokk jobb.
EBB TECH har alltids noen kunder som ikke kjenner til ordet : begrensning.
Hvis noe funker veldig bra så må det være noe galt med det. Man har rett og slett ikke strukket strikken langt nok så enda lengre må jo bare bli enda bedre 🙂
Noen av pilotene i Gatebil Extreme sirkuset får sine komponenter årlig massert hos EBB og kjenner en til ett geografiskt punkt kalt Husnes kjenner en helt sikkert også til flere av disse pilotene.
En av ” Husnes-gjengen ” har evnen til å ville sinnsykt mye,,,veldig mye mer enn oss andre.
Her er ett bilde av hans herlige M3 :

750 Whp er bare blåbær for ham så hvorfor ikke heller sikte over 1000 Hk å få det gjort skikkelig med en gang 🙂
Denne depseradoen bak ratt dundret inn på gulvet enda en gang hos EBB TECH med blokker støpt av en Bayersk bonde i ett sørpehull i Tyskland ett sted…
Her er en av dem :

” Få gang EBB “,,,,no ska da bli helvete te motor her !,,,,sa den effekt jagende Husnes desperadoen og mumlet om tusenvis av hestekrefter og ladetrykk på høyde med en gasslekkasje i Nordsjøen:)
BMW rekkesekser og turbo har jo aldri vært feil og hans valg må jeg si var ett riktig så bra ett.
Denne motoren har jo allerede som sugemotor massevis med ompa ompa så hvorfor ikke skremme livskiten utav den enda mer.
Mannen har jo allerede hauger og lass med krefter i sitt bygg med denne motoren i sin nye Extreme-klasse bil men som sagt nok blir jo aldri nok..
EBB fikk i oppgave å shape opp denne blokken med en boring , honing m / toppdekking og litt puttel så la oss ta en liten titt på det.
Blokken er skitten og fæl og viser tydelige tegn på muligens ikke helt optimale driftsforhold i den bilen blokken kom fra.
( hentet ifra en reservemotor hans hadde slengende.. )




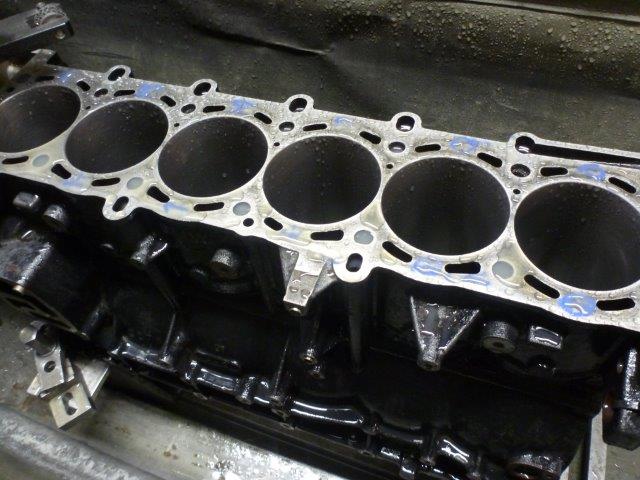
Titter vi litt nærmere kan vi se at sylinderne har både rust , merkelige slitasjespor og annet lite hyggelig for masse ompa ompa :

Blokken har også blitt kjørt veldig varm så partier med gods mellom sylindrene har blitt så mye deformert at de har resultert i en ” glipe ” mellom dem. ( ses midten i bildet som ett sort felt )

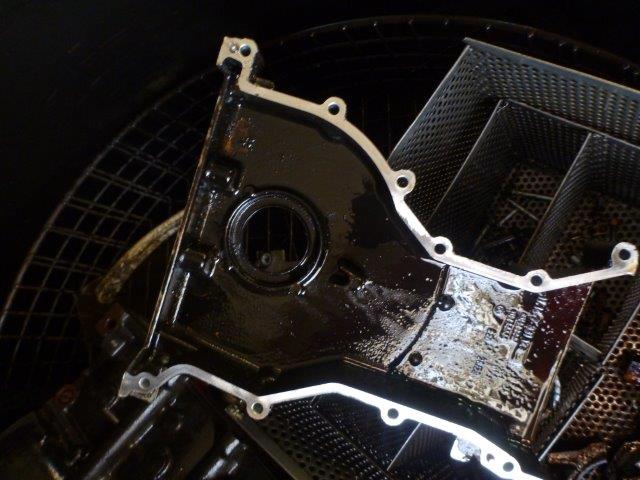
Disse detaljene skal EBB ordne opp i men først skal blokken strippes for deler som oljedyser og annet og så bærer det rett inn i delevaskeren for litt rens :



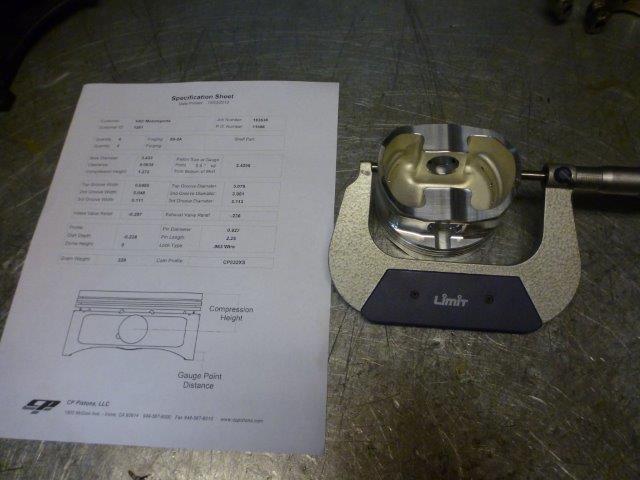
Det første jeg skal gjøre er å bore blokken opp til ny dimensjon for å tilpasse mye sterkere ” smidde ” stempler som han skal benytte for sitt 1000 hk pluss prosjekt.
Her ser du dem med sitt respektive spec-sheet for hvilke klaringer og mål ting skal ha når vi er ferdige :

Vi måler først opp både stempler , blokken og sjekker innholdet i esken og sjekker atter en gang alt FØR vi starter med å bore blokken.

Når alt er kontrollert starter vi på bore jobben på vår nå vaskte , oppmålte og trykktestede blokk.
Spenner opp borverket og sentrerer det i første hull :

Stiller inn vårt ønskede mål på mikroen for borverket og kjører igang med første kutt :


Etter siste kutt dobbeltsjekker jeg målet med innvendig mikro og her ble jeg rett så fornøyd med målene og finishen på jobben :


Etter siste kutt legger jeg en liten kant på toppen av hvert sylinderløp slik at det skal bli mulig å montere stempelfjærene uten risiko for at de knekker på en skarp kant ved montering :

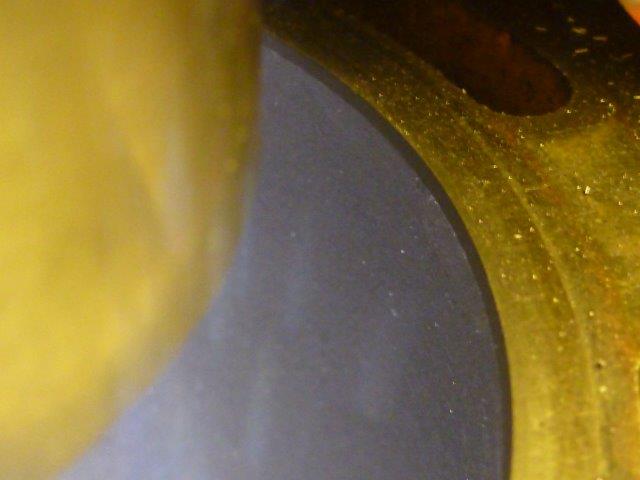
Kunden hadde selv bestilt stempler før boring men hadde ikke fått med seg dette her ved første kontroll av blokken :

En skade som han hadde håpet skulle gå bort med den overdimensjonen han hadde bestilt på stemplene….men det gikk desverre akkurat ikke etter at honejobben var ferdig :

Denne blokken ble derfor boret ett hakk mer opp og så brukte vi disse stemplene til en annen blokk og nye til denne skadede. Han ville ha en i reserve bare i tilfelle noen skulle skje..
Blokken skal nå hones og vi sjekker først ut at alle mål er innenfor toleranser før vi honer. Her var de innenfor en hundredels millimeter etter boringen og det er jeg fornøyd med 🙂


Så drar jeg i gang honeren og honer i en tre trinns prosess frem til ferdig sluttmål :


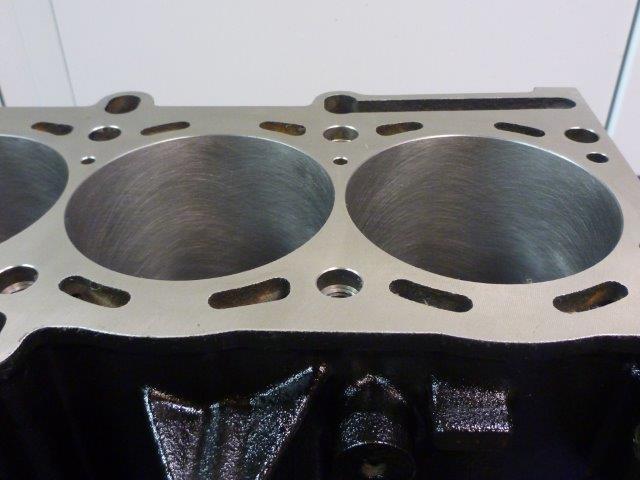
Her kan du se en sylinder før honing og en etter :


Du kan til høyre se kryss-mønsteret som skal være integrert i honeprosessens alle trinn.
Honejobben og tilpassning av klaringer til stempler er nå ferdig. ( eier skal tilpasse fjærer selv ) og jeg kan da starte jobben med å korrigere dekk-planet slik at det får rett finish og planhet .
Inn i plansliperen med blokken :
Men en må huske å ha montert på fremre motordeksel da det må justeres samtidig med blokken :

Hvis ikke kan du risikerer noen hunderedelers forskjeller mellom blokkens høyde og dekselet med tilhørende mulighet for lekkasjer i fremkant .
Her kan du nå se hvordan jeg etter ett lite kontrollkutt enda har ujevnheter i godset i det nevnte området mellom sylinderene. Dette MÅ bort hvis du ikke vil risikere gjentatte lekkasjer.

Nå begynner det å nærme seg , blokken er helt plan , dekselet likeså med lik høyde som blokken :

Litt dandering med kanter og huller gjøres :


Nå begynner det å ligne noe her. Skitten før og ren etterpå :


Litt detalje bilder tåler den :

Her i ferdig utgave med den andre blokken han skal ha som reseve blokk , den også boret å bearbeidet av EBB :

Da skulle det være klart for montering på Husnes desparadoens Extreme bil 🙂
Skulle du ha behov for blokk arbeider på ditt prosjekt så ta gjerne kontakt for pris / levering.


 del på
del på