
MAZDA 323 GTX blokkbygg.
Mazda er ikke i ukjent blant entusiaster og spesielt er Mazda sin kule 323 med 4×4 og turbo motor kjent ut i det vide land.
Undertegnede har fått gleden av å kjøre flere slike og smiler gjenkjennende når en av mine kunder vil ha litt mer futt i sin kjerre.
Han vil ha meg til å mekke en grei blokk med litt forsterkede deler.
Her er haugen ankommet hos meg :

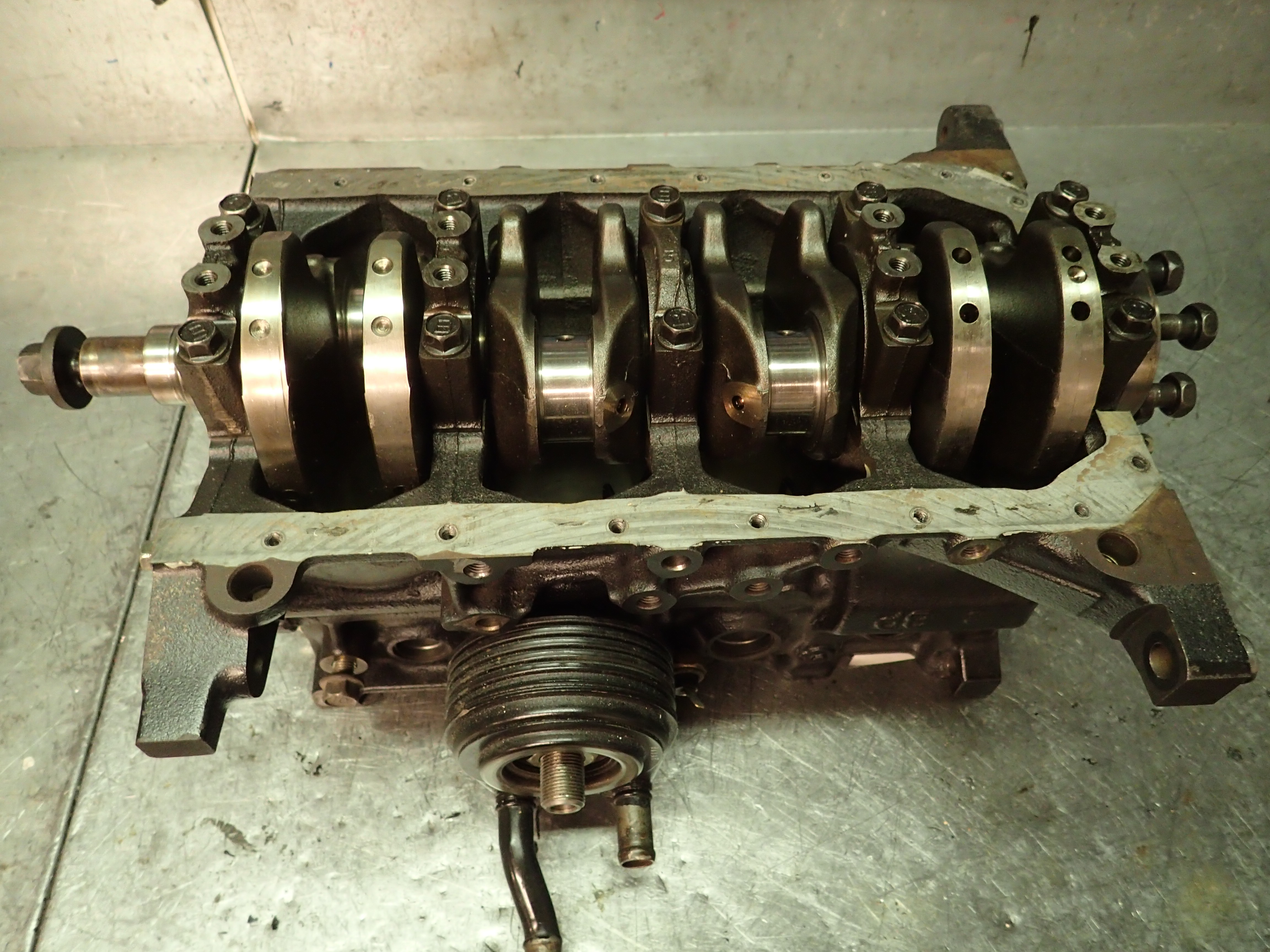
Av med litt teip og jeg ser sylindrene titte frem dog med litt overflate rust.

Skraper bort litt paknings lim og teip men s jeg først er i gang.
Blokk og deler ble sendt langveis fra og merker meg at det er litt slakk mellom veiv og lagerbukker da den ene halvdelen ikke er der . Håper det ikke har gjort at blokk / veiv er skadet..

Ser på flere av pakkene med deler at det kanskje har vært en tøff tur 🙂

Men nok om det , begynner og demontere ut de eksisterende delene :





Alt går i delevaskeren.
Blokkens eksteriørmessige dingser plukkes også bort og jeg trykk tester blokken før videre arbeider.


Etter trykk testen viser ok finner jeg frem første trinn i arbeidene , nemlig å tilpasse stempler og stempelfjærer kunden ønsker å bruke.

fjerne kjapt bare med en kulehon den lette overflate rusten :


Nå kan jeg måle opp stempler , sylindre og finne ut hva som er hva ifht. klaringer :




Stemplene er oppgitt fra fabrikant å behøve en gitt klaring mellom sylinder og stempel.
Oppgaven blir da , så lenge det ikke skal bores til større stempler , hone til spesifikt mål på hver sylinder og det gjør jeg her :


Sylindrene blir da helt runde og forhåpentligvis ingen ovalitet når jeg er ferdig. Det blir fine friske kryss-hone spor som fjærene vil trives i 🙂
Måler og måler til jeg er fornøyd :

Klaringene er nå som de skal være så da skal jeg til med å tilpasse de supplerte stempelfjærene.
Alle fjærene skal ha sin spesifikke klaring og den er ikke lik på 1ste , 2ndre eller 3dje fjær sett.


Her ser vi første og andre fjær. Vi ser at de 2 har helt forskjellige profiler :
Fjæren til venstre er fjær nummer 2 , kombinasjonsfjæren.
Det letter arbeidet med avlesing av fjær åpning hvis en benytter ett stempel og bare dytter fjæren ned med det :


Når fjæren er sånn ca 2 cm nedi kan en nå lese av åpningen de har :


Sliper da den ene enden for å oppnå riktig klaring på respektive fjærsett og avslutter med å legge alle kanter med en fin platina fil. Viktig at de IKKE finnes skarpe kanter på noen av fjærene når en er ferdig.

Blokken skal nå til slutt få en topp-dekking ( plan slip av anleggsflaten mellom topp og blokk ) slik at det blir en plan overflate og korrekt finish for kundens topp pakning type :



Til slutt en grundig vask og fin ble den 🙂

Kunden vil ha balansert veivpartiet så det er neste oppgave.
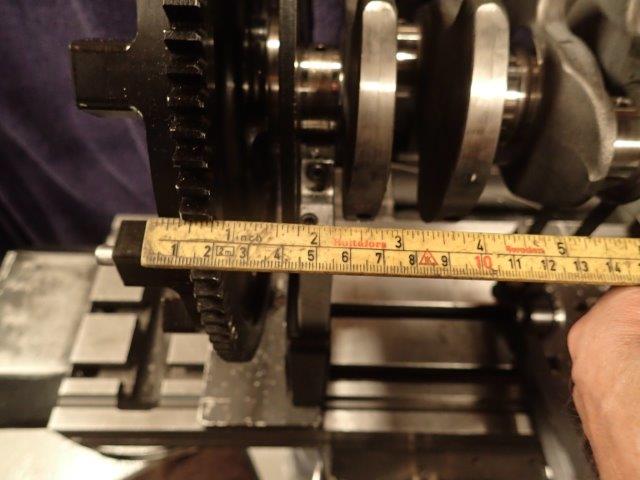
Måler veiven ut på alle tenkelige måter først :




Ser greit ut så da bærer det inn i balanserings maskinen for utmåling og korrigering.
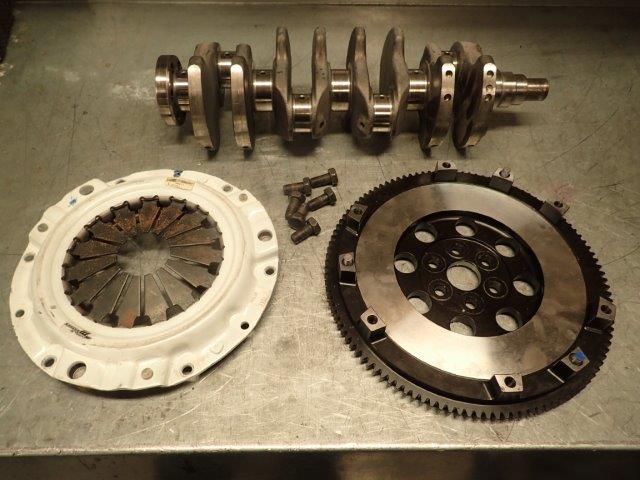
Her er komponentene som skal være med på balanseringsprosessen i maskinen :
Sjekker at det er ingen kast , selv om jeg allerede har sjekket det ved veivutmålingen , og plotter inn litt dimensjoner på veiven inn i datamaskinen.


Spinner i gang første kontroll runde :

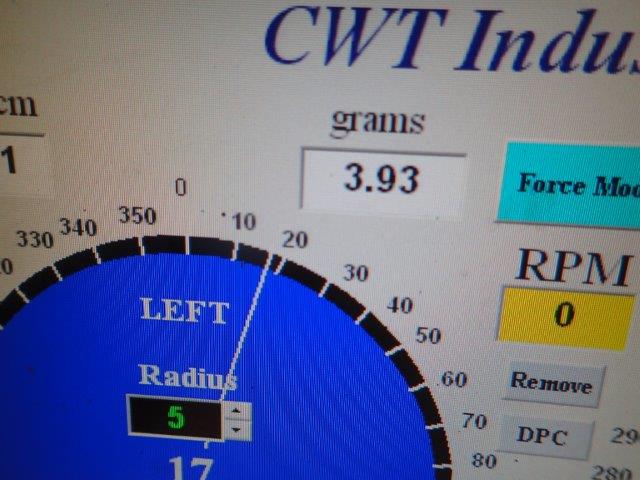
Etter første runde sier maskinen dette :
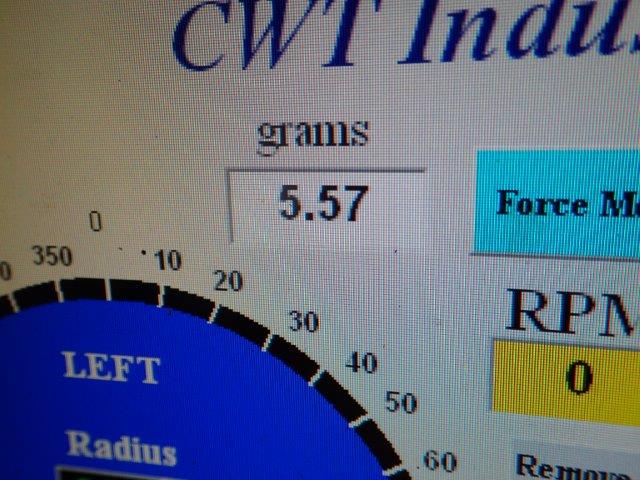
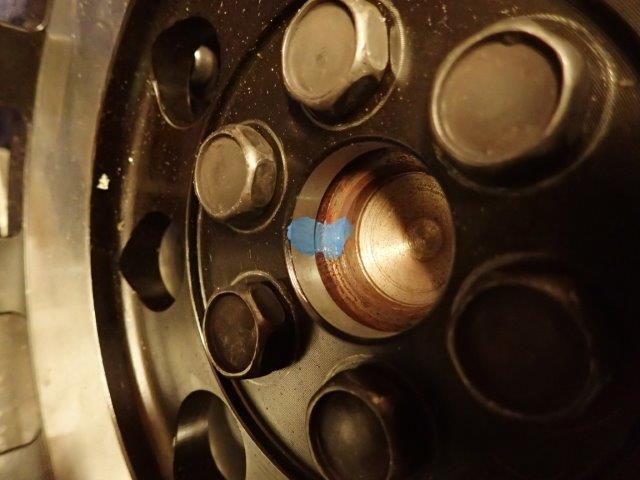
Ikke så verst men vi skal ned på race-spec på denne så da er det bare å korrigere med utboringer på anvist sted.


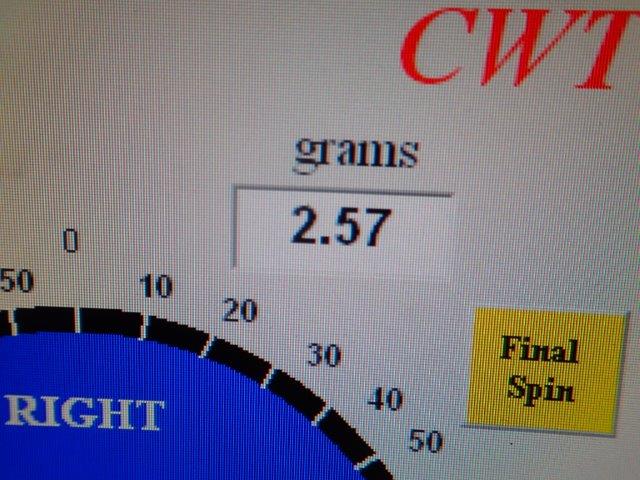
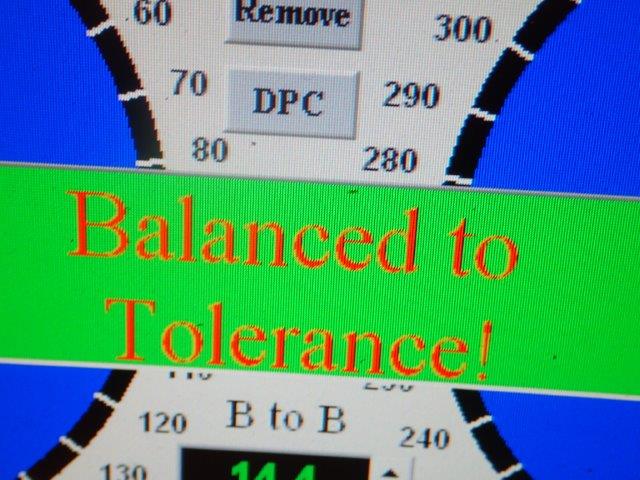
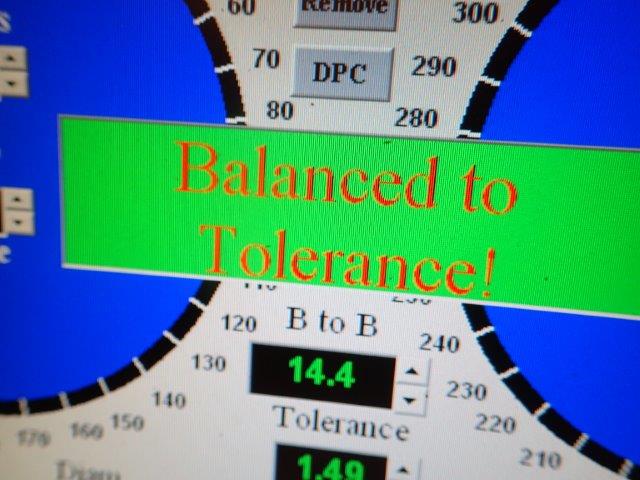
Etter korrigeringer , nytt spinn og maskinen er fornøyd med veiven :
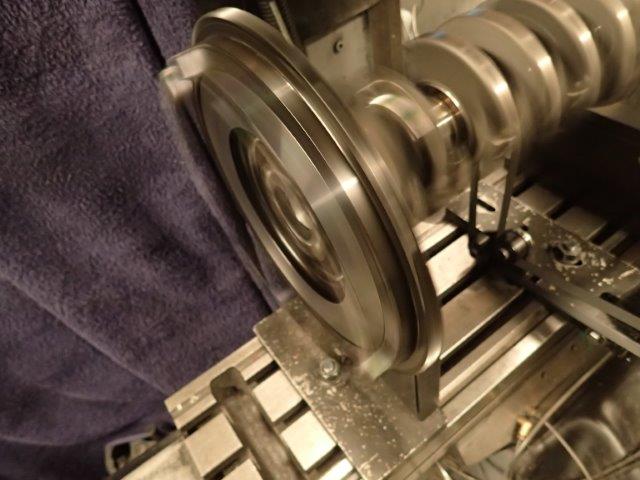
På med svinghjulet som jeg merker for at kunden skal få satt det på riktig sted etterpå. Ikke at det egentlig er nødvendig men greit nok å gjøre det.

Nye mål puttes inn i computeren og ny testrunde med analyse :
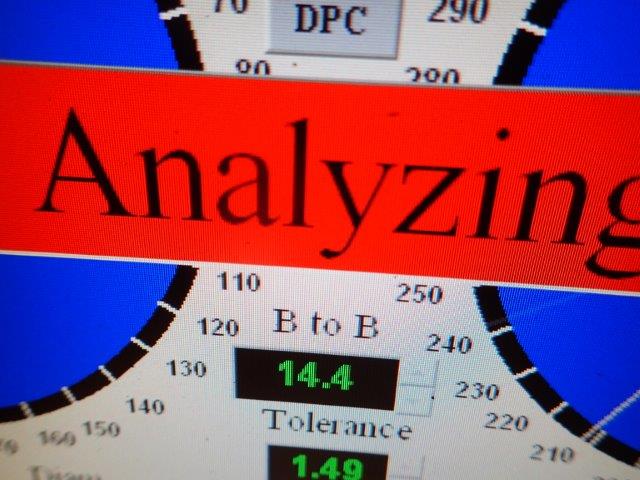
Høres ikke mye ut men legg i sammen litt her og der så blir det alt for mye for ett slikt race bygg :
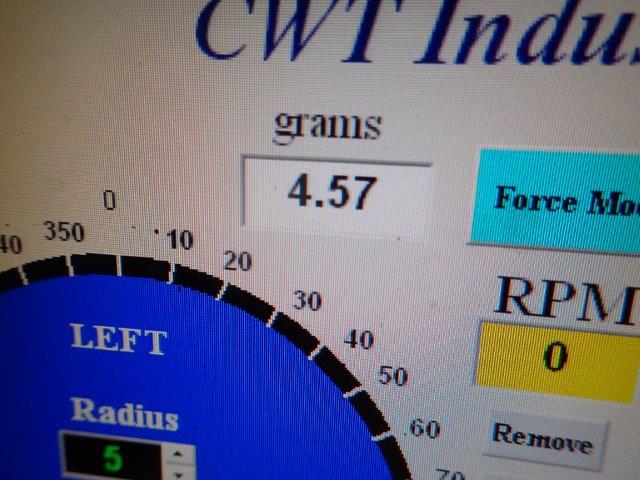
Korrigerer , spinner på ny og fortsetter på trykkplate :




Maskinen sier hvor mye og hvor korrigering skal utføres :


Råder skal nå kontrolleres og vekt justeres.
Merkelig nok sier ett målekort fra produsent at de veier 531 gram , alle sammen.
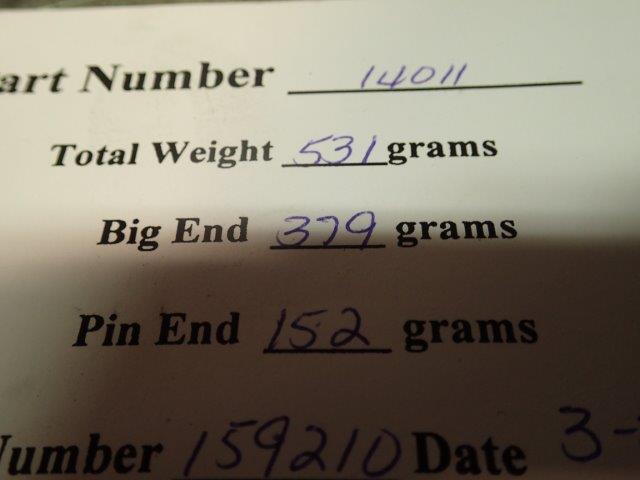

Merkelig da INGEN av dem veier det. Min vekt har 5 forskjellige kalibreringsvekter som vekten angir helt presist ALLTID så den tyngste av de 4 rådene veier da på min vekt :

Altså 2,2 gram MER enn hva kortet sier ? Er det ikke rart ?
Uansett så justerer jeg alle til samme vekt +- 0.1 gram. Det gjøres med å ha dem på en balanse vekt og sliper av slik at de får samme vekt totalt og fra ende til ende :


Stempler og råde-pinner blir også sjekket og korrigert etter behov :


Der var jobben med veivpartiet gjort. Veiven har fått en Nano-Tech og Micro polish behandling i samme slengen :

Så her er vidunder delene som skal hamres i sammen 🙂

Underspylere først inn :



Så forsterkede lagre og såkalte main-studs :


Når en monterer slike studs er det viktig å dra til en første gang med fullt moment og sjekke de fysiske dimensjonene i hulle ved rammebukkene :


Gjør du ikke det vil du kunne få deg en overaskelse når du monterer veiven da slike studs virkelig kan forandre på sakene.
Etter å ha bygget litt motorer lærer en seg å tolke hva som skjer og korrigere eventuelt deretter med enten litt ekstra maskinering eller moment kompensasjon ved tiltrekking 🙂
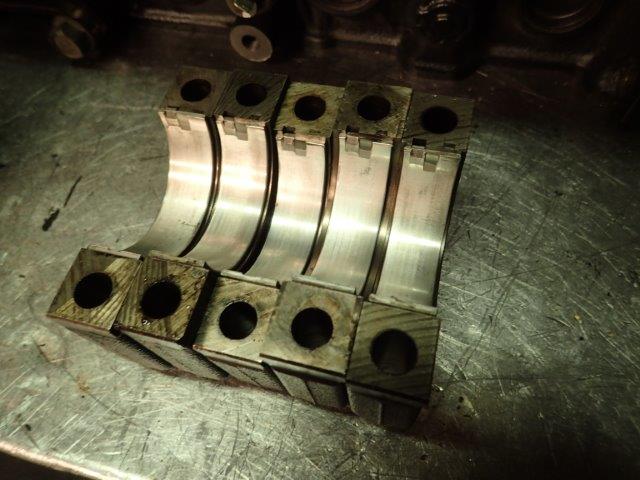
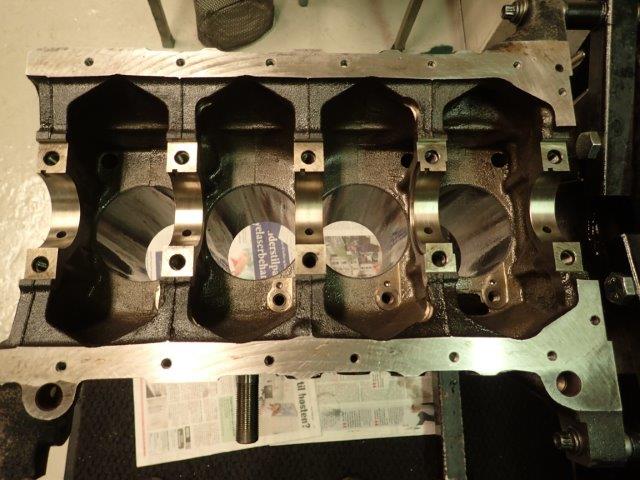
Lagrene legges i med side-lagre i den ene ramme bukken i blokken :


Denne type lagre ser ut som om de har brent overflate men det er bare den unike overflate finishen de har levert fra fabrikken som forsterkede lagre.
Har allerede målt veivens diameter og innvendig i lagerbukker så det gjenstår å gjøre siste sjekk med bruk av måletråd :
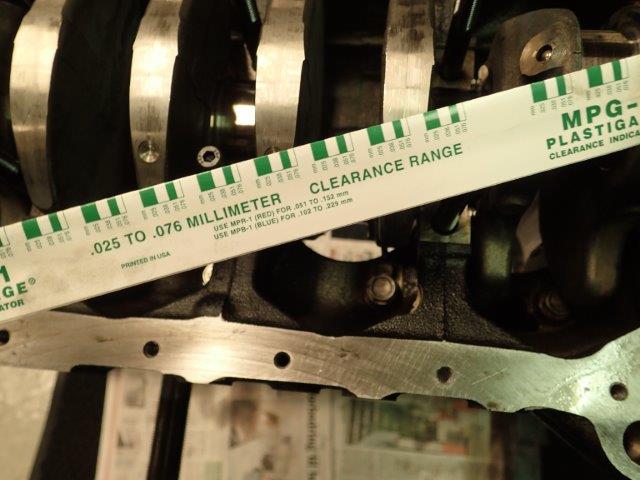

Måletråden er i plastikk og er rund når den legges i. Når en trekker til med moment vil tråden presses flat , mellom veiv og lagre , og en kan lese av den aktuelle klaringen du har ved bredden tråden blir presset til.
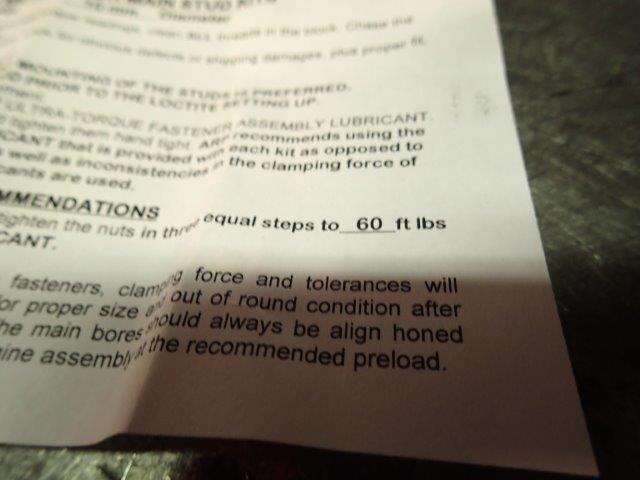
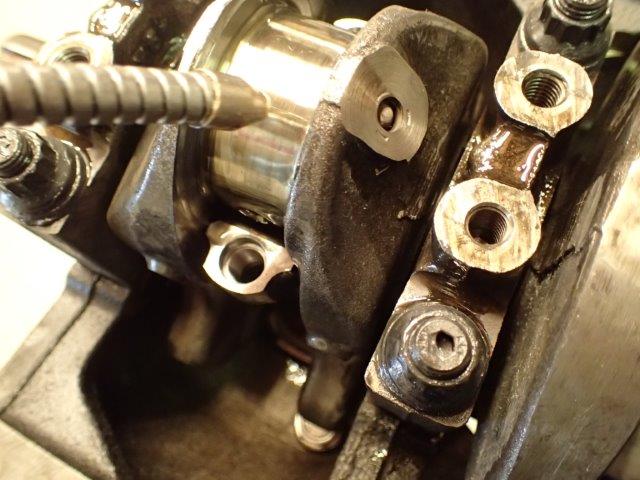
Preparerer studs , muttere og skiver med spesial fettet levert og trekker til med korrekt moment :




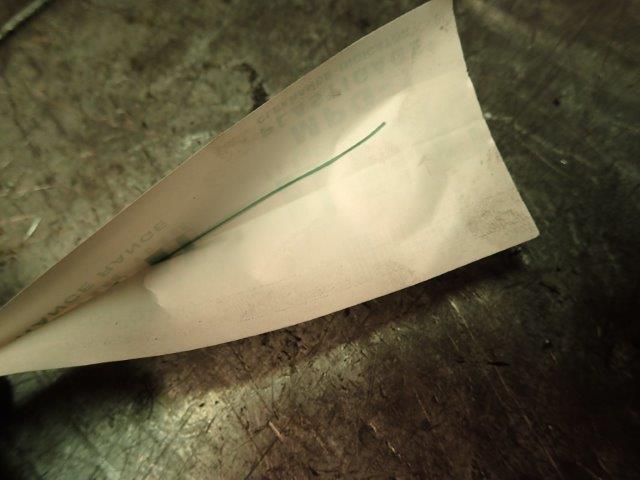
Når en løsner og tar av bukkene etterpå kan du se hvor bred tråden nå er og lese av klaringen :

Genialt eller ? 🙂
Så smører jeg opp alle lagre og legger veiven inn for siste gang :




Den snurrer perfekt og lydløst !
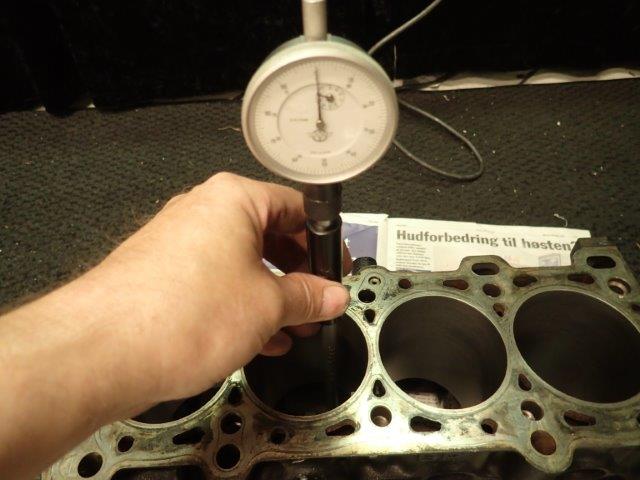
Sjekker endeklaringene med denne digitale klokken her ;


Da er jeg klar til å rigge litt stempler og råder :
Selv om råder er nye er ikke det det samme som at alt stemmer så jeg måler litt både her og der :




Her var rådens lille ende 1,5 hundredel for liten så jeg måtte hone til riktig klaring mot kryssbolt.
Rådene får hvert sitt par med lagerskåler montert :


Finner ut hvilken vei stemplene skal monteres på råden :


Disse underspylerne MÅ gå klar stemplene så jeg prøvemonterer stempler på råder og dytter dem ned i sylinderne for å se at det virkelig er klaring nok :


Dette kan være ett rent h…te å finne ut av hvis det er skikkelig trangt. Her ble det etter litt arbeide bra nok med klaring 🙂
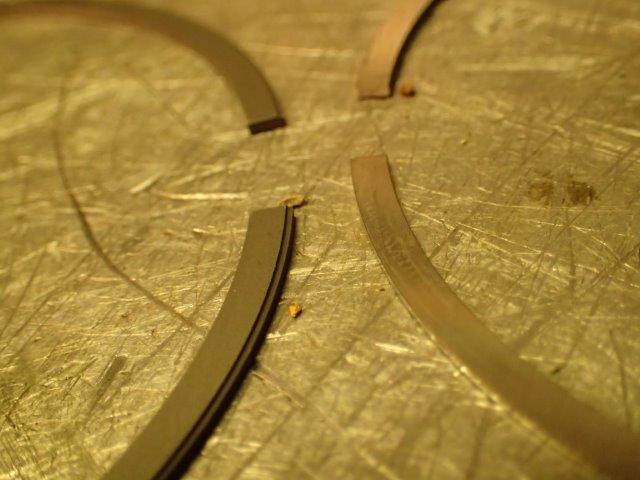
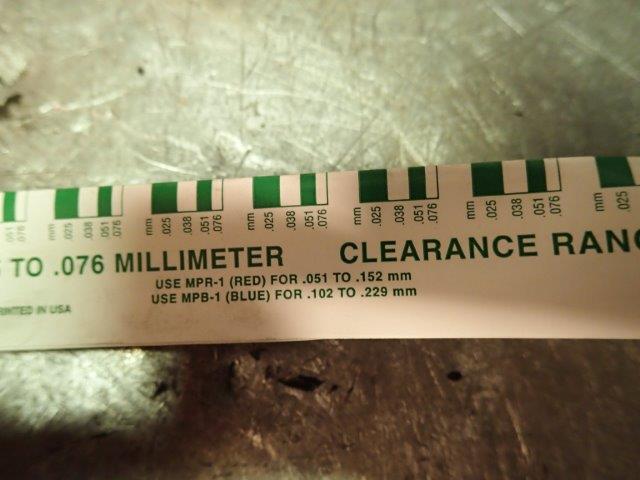
Nå vil jeg montere stempler på råder. Først skal det inn 1 låse ring på hvert stempel.
Kan du se feilen på bildet ?

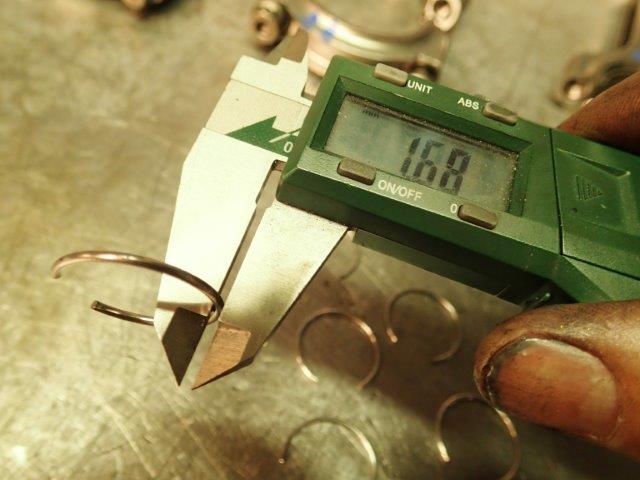
Ringen øverst til venstre er faktisk feil !
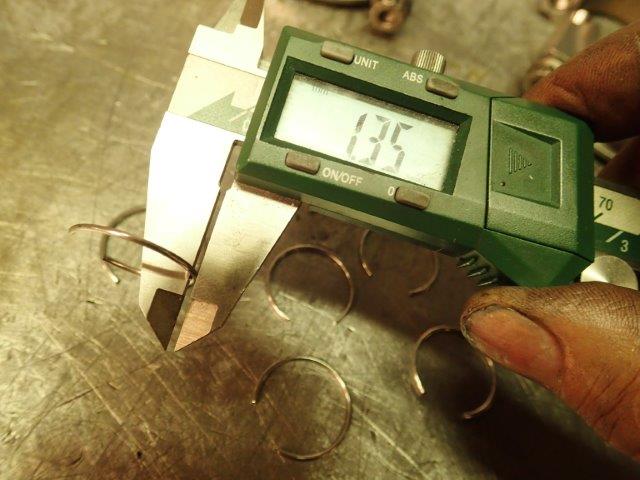
Ringen sm er feil er 1,68 mm bred. den skal være 1,35 mm !
Her kommer det med erfaring inn i bildet. Er en litt uvant med slikt kan en lett bli fristet til å montere den alt for tykke ringen med resultat at den ikke setter seg i sporet og det går rett vest 🙁
Roter litt i en boks og finner en vi kan bruke slik at det ikke oppstår problemer.
Smører opp deler og monterer stempler på råder og trippel sjekker låse klipsenes plassering :




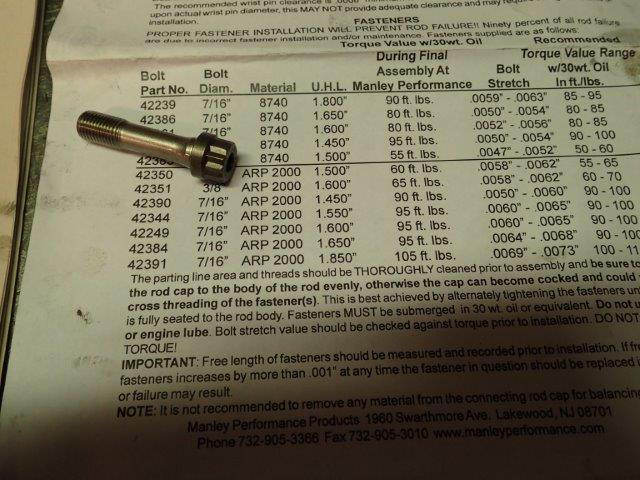
Finner ut hvilken type bolt vi jobber med og moment den skal ha :
Monterer hvert stempels respektive fjærsett som jeg tidligere har justert klaringene til. Teksten på fjærene indikerer rett montering , altså tekst oppover. Fjærenes åpninger plasseres i ett eget system . fra hverandre , slik at det ikke blir alle åpninger på samme sted rundt stempelet.


Her er det klar til montering inn i blokk med sine råder :


Litt monterings olje på rådeboltene , smører opp selve stempelkronen og på med fjær kompressor for montering :


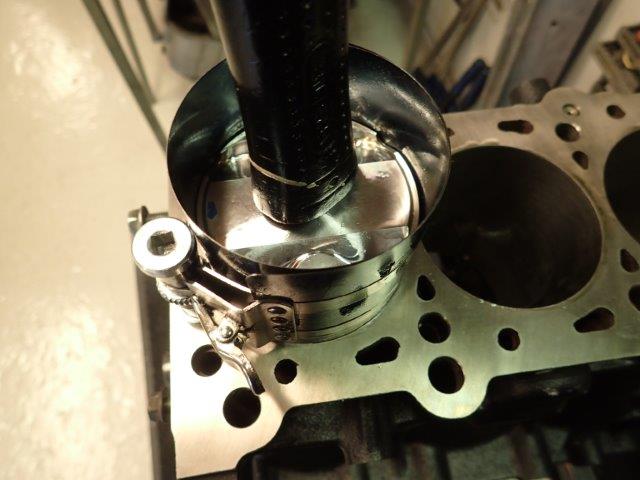

Bruker igjen måletråd for å sjekke klaringer :


Smører opp alle lagre osv og trekker til en siste gang :

Snurrer veiv partiet en del ganger rundt og alt kjennes bra.
Sjekker litt høyder og slikt på stempler :


Ah , endelig er blokken klar. EBB har lagt på 2 omganger med sort blank og resultatet ble riktig så hyggelig :


Masse små detaljer i ett blokk bygg som vi ser men detaljer skaper jo som sagt helheten 🙂
EBB takker for oppdraget og ønsker lykke til med prosjektet.
Skulle du ha bruk for noe arbeider med din motor så ta gjerne kontakt for pris / levering.


 del på
del på