
Toyota 2jz ” high torque ” motorbygg.
Toyota sin 6 sylinder 2jz motor er ikke en ukjent motor hos EBB.
Noen vil ha helt standard overhalinger. Andre vil ha maksimalt med power mens noen vil gjerne ha ting på sin måte.
En kunde spurte om jeg var interessert i å bygge en 2jz som kunne gi godt med power men som gjerne “kom i gang ” kjapt med ladetrykk og dreiemoment.
Da utgangspunktet hans var en såkalt 2 jz- vvti utgave med justerbar innsugs kam så ville det bli grei skuring.
Han mumlet noe om 750-800 hp og 900 + nm og helst 400 + hp rundt 4000 rpm.
Hm , rett og slett spennende.
Da må vi jo rett og slett bare doble nm da ved samme 4000 rpm , bare for moro skyld 🙂
Eller ?
Uansett , her har haugen hans av en motor ankommet :


Ser jo hel og grei ut men vi får plukke den litt i deler og se hva vi finner..
Litt smuss må vi kunne tåle selv om denne ser nokså grei ut :


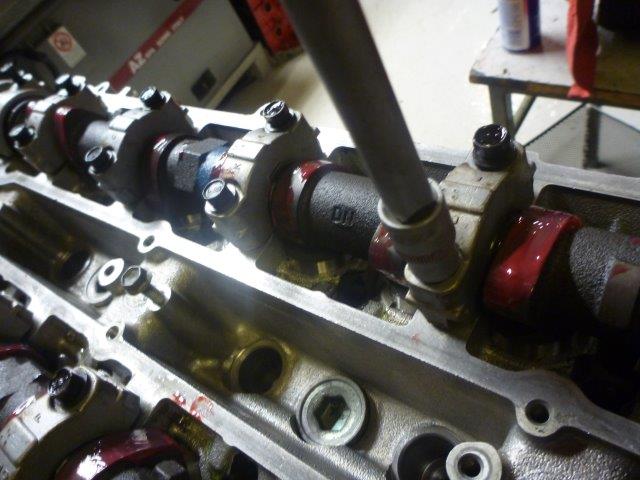
Vipper av ventildeksler og selvfølgelig litt smuss både her og der :


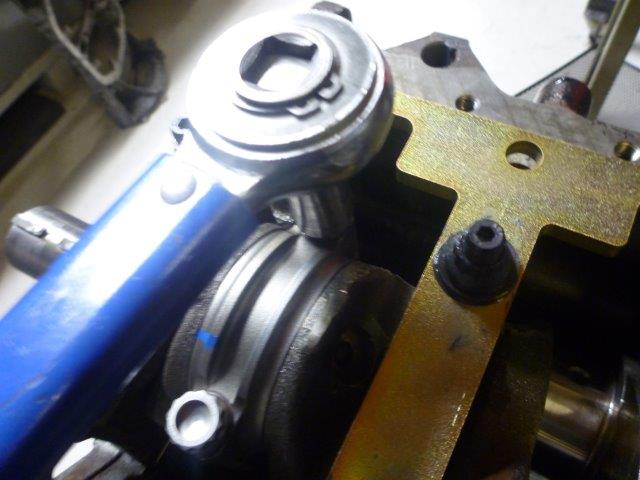
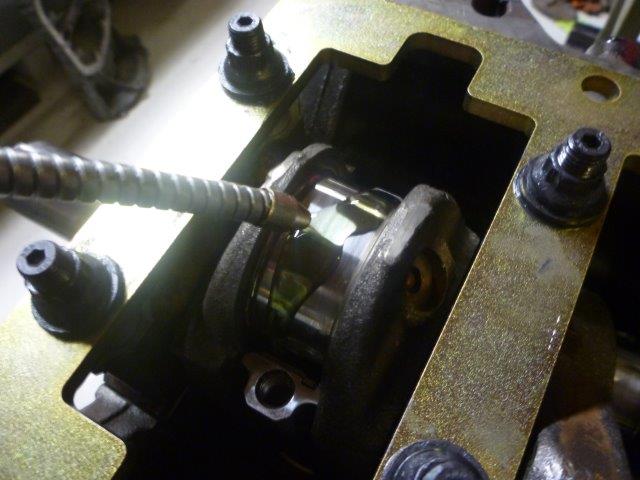
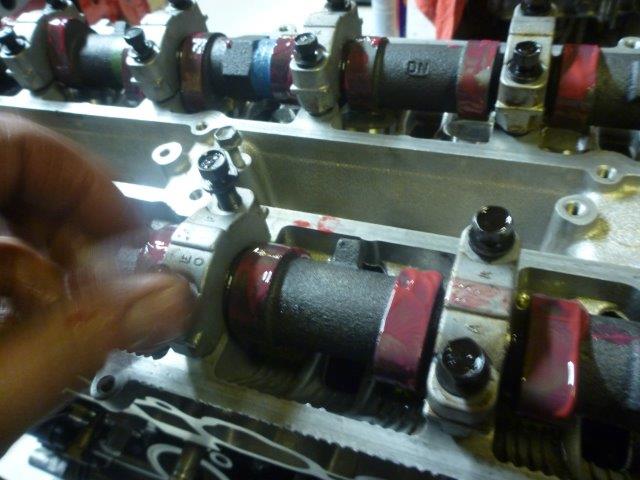
Vi kan se mekanismen ( på høyre kam ) som kontinuerlig justerer innsugs kam akslingens posisjon mens motoren går :

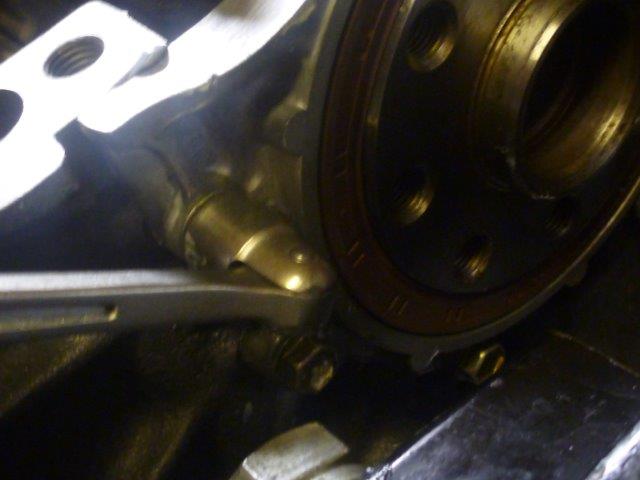
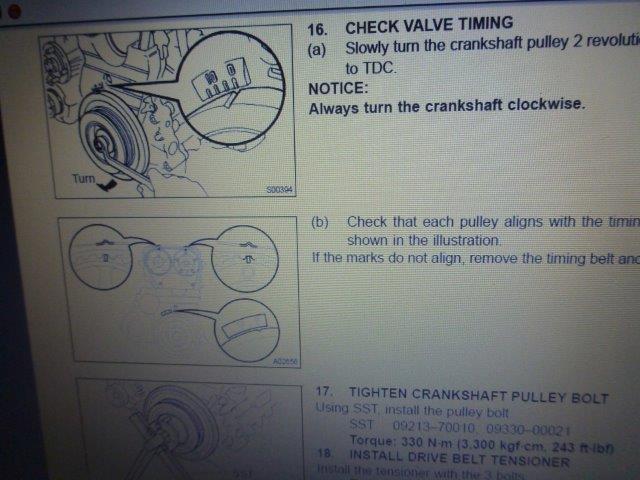
Starter demonteringen av kam rem og drev :




Alle deler får noen runder i vaskeren :

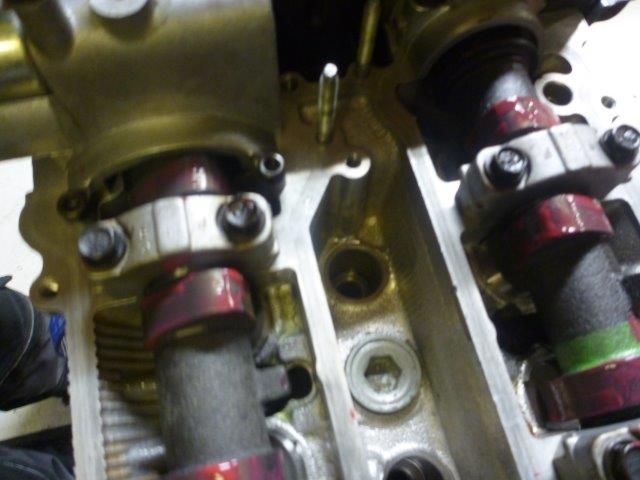
Det er mekaniske kam akslinger med masse shims som merkes og settes i system :


Toppen skrus av og ser helt normalt ut , selvfølgelig skittent og fælt men tilsynelatende i grei stand :


Toppen har ingen store synlige defekter ved dette stadiet av demontering.


Selvfølgelig finner vi masse skitt og forbrennings rester men det skal ikke se slik ut når jeg er ferdig med den 🙂


Så går det slag i slag med resten av innmaten i blokken :




Disse komponentene her går også inn i vaskeren :




Toppen demonteres og renskes for innmat :




Ventiler og tetninger har sett bedre dager :


Selve topplokket renser jeg hysterisk til det er skinnende blankt og rent :


Blokk og topp er nå trykktestet og klar for videre arbeider.
Blokken skal jeg bore for å så å tilpasse disse her :

Skikkelige smidde stempler som kunden skal benytte i sitt bygg.
Borer og måler til jeg er fornøyd med alle 6 sylindre :



Når målene er nådd legger jeg en liten førings kant øverst i hver sylinder som letter på innmonteringen av stempler med fjærer :


Når boringen er ferdig honer jeg hver sylinder til korrekt mål :




Ferdig honet og du ser hone spor i kryss mønster i høyre bilde mens venstre viser før hone arbeider :


Når alle arbeidene med blokken er ferdig plan sliper jeg den til slutt for korrekt finish for MLS pakningen kundens skal benytte :




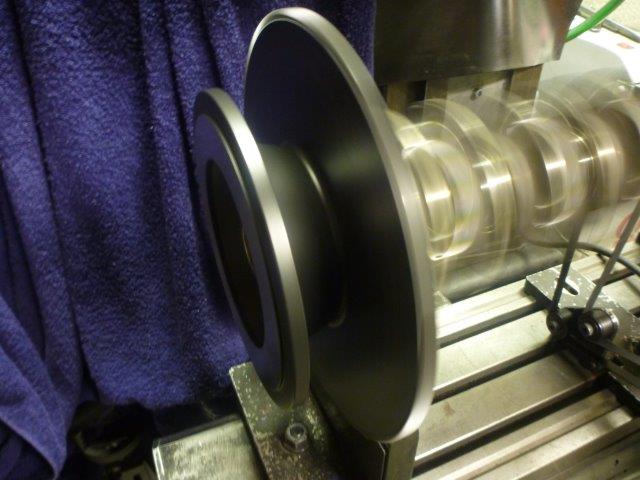
Her er den klar til montering , ferdig vasket og lakkert :


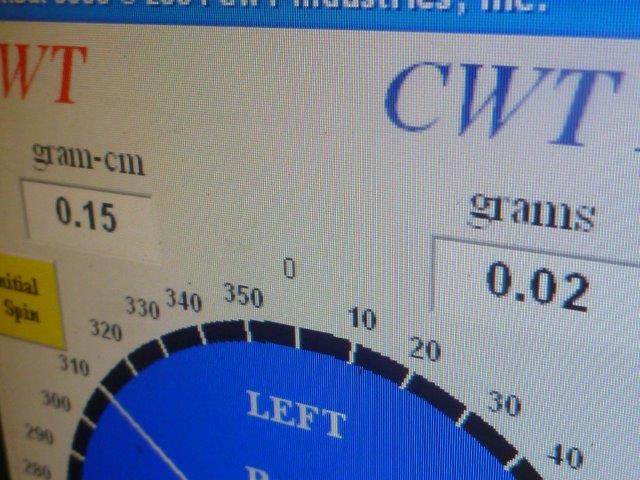
Veivpartiet skal jeg balansere til race spesifikasjon så det blir litt vektjustering og utmåling samt korrigering på veiv med svinghjul og trykkplate :





Veiven korrigeres selvstendig først og så får svinghjul og clutch gjennomgå sin korrigering :



Veiven får en spesiell ” Nano-tech ” og Micro polish behandling til slutt og da blir journalene rimelig fine :


Klart til montering 🙂

Litt av det som skal inn ved montering :







Rent og pent skal det være 🙂
Før montering av veiv , stempler og råder så tilpasser jeg stempelfjærene til riktig åpning. Gjøres ikke dette blir motoren skrot ganske kjapt.




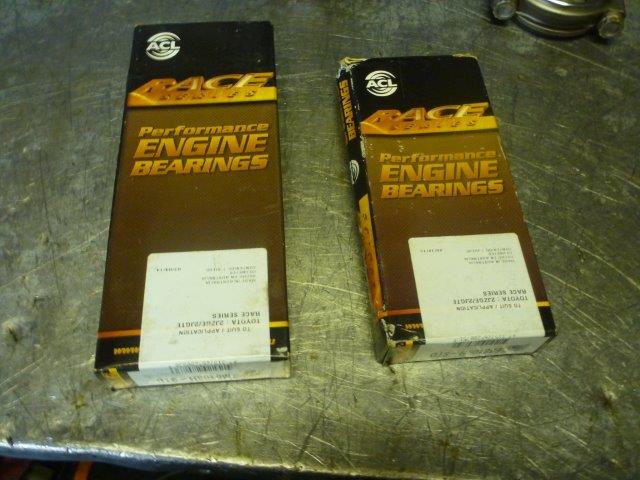
Her er rådene som er valgt ut og vi ser at vi har bestilt de tykkeste boltene tilgjengelig da denne motoren skal pumpe ut ganske så mye dreiemoment laaaangt nede i rpm området og da er det viktig med akkurat denne detaljen.


Råder med lagre klar samt låse ringer er sjekket ok :


Clips er på plass og fjærer monteres på RIKTIG vei 🙂




Klart med råder og stempler :

Før veiven legges i sjekker jeg passform og detaljer ved den forsterkningsplaten vi skal benytte ved rammebukkene

Litt små justeringer så passer den flott og da er det bare å legge veiven nedi blokken , legge på måletråd som siste sjekk på klaringer.
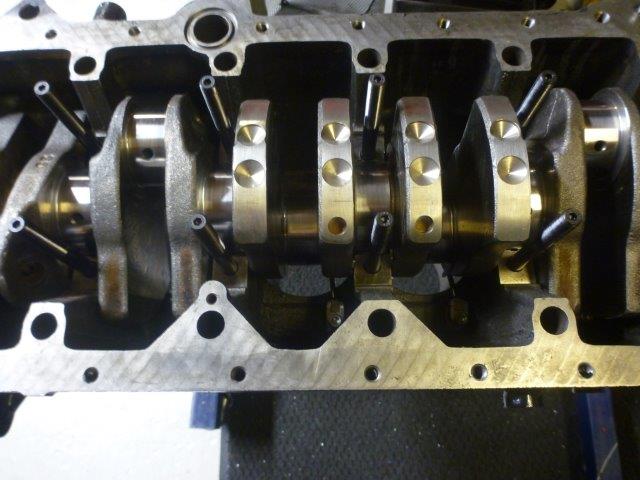


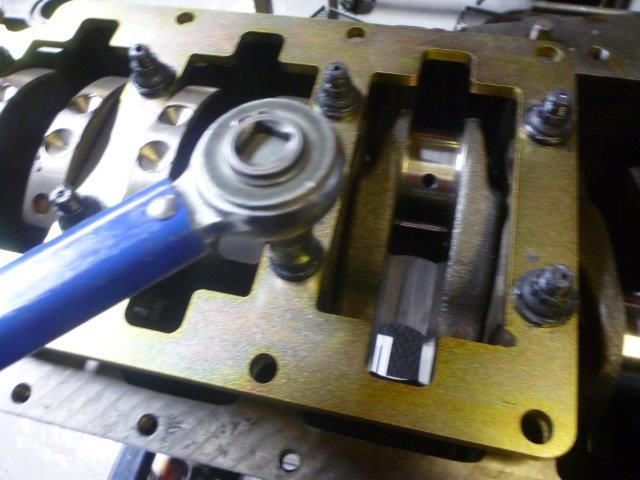
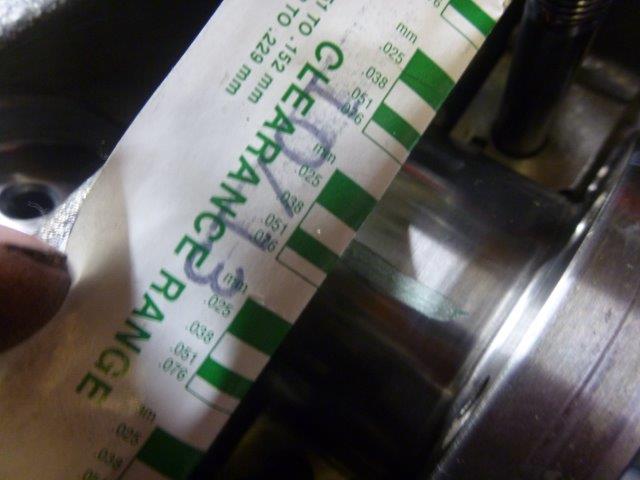
Alle lagre er på plass i bukkene og jeg monterer med ARP studsene riktig tiltrukket og kan avlese klaringer på måletrådens bredde etterpå :








Når en benytter en slik forsterkningsplate og studs MÅ en justere litt rundtomkring for å få plate og studs til å gå klar. Finner problemområdene og fjerner gods der det er nødvendig.



Veiven er nå på plass og den roterer nydelig fint samt klaringer er slik de skal være :


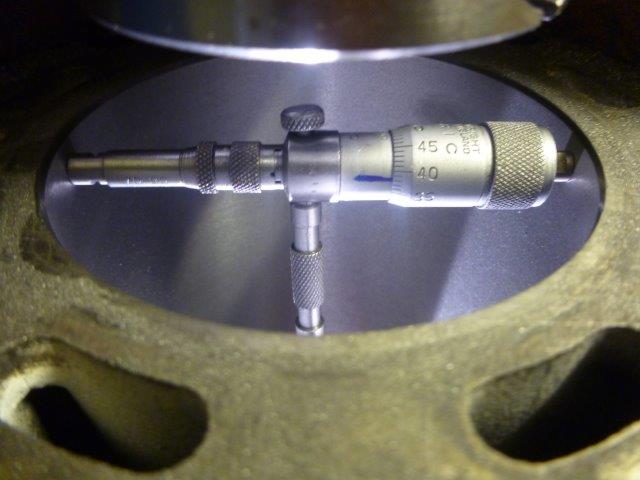
Endeklaringer kontrolleres med mikrometer klokke og den er det den skal være :


Neste trinn er å montere stempler og råder , sjekke klaringer og sluttmontere i sylindre :







Veiv og stempler ferdig montert med forsterknings plate 🙂


Oljepumpen er modifisert for bedre stabilitet og leveranse :




Den får ny sim-ring og det gjør bakre sim-ring deksel og :


Begge monteres nå på dette stadiet av monterings prosessen :

Litt småting som o-ringer , skruer og vips så er bunnpannen på:



Mer detaljer for å få lukket bunn delens indre gemakker :








Forsterkede bolter til toppen finnes frem. På med strytapper for toppen og inn med ” studsene ” :



Der var jeg klar for toppen 🙂


Toppen er ett kapittel for seg selv.
For at bygget skal bli bra og at effektprofilen blir som ønskelig er det av aller viktigste nødvendighet å ha kontroll på en del parametre i toppen som flow verdier , flow-ratio og i det hele fokusere på ett dynamisk samarbeid mellom eksos / innsug`s kanaler. Benytter en stort sett bare ” rett frem ” , slip i vei taktikk er det dømt til å mislykkes og ønsket motor profil uteblir.
Denne toppen så ved start ut som de aller fleste med tusentalls av kjørte kilometer bak seg :


Kam valget er med å diktere motorprofilen så dermed må en også finne rette profil på selve de flow-forbedrende tiltakene en vil benytte.
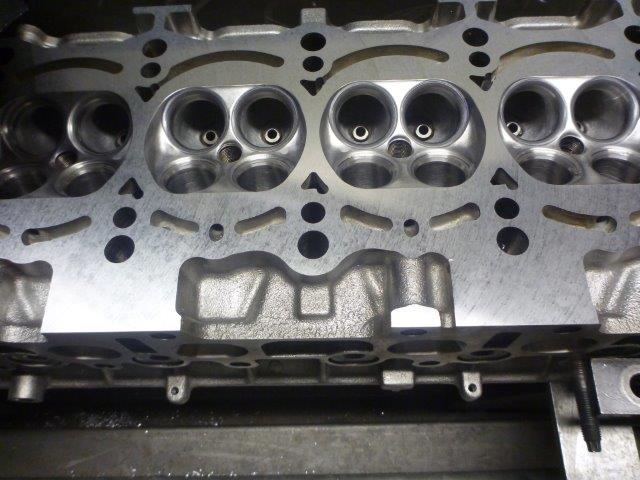
Men først strippes toppen i atomer , renses og trykk testes og da blir utgangspunktet dette her :
Legger opp en strategi og går i gang med de praktiske arbeidene med å modifisere kanaler etc :








Poenget er å oppnå korrekte verdier for visse kritiske flow-parametre og volumer på kanaler som er med på å forsterke bygget vårt opp mot ønsket bygg profil.
Neste trinn er å matche ønsket flow profil med de korresponderende ventilsete kuttene. De enten matcher eller raserer vårt mål.




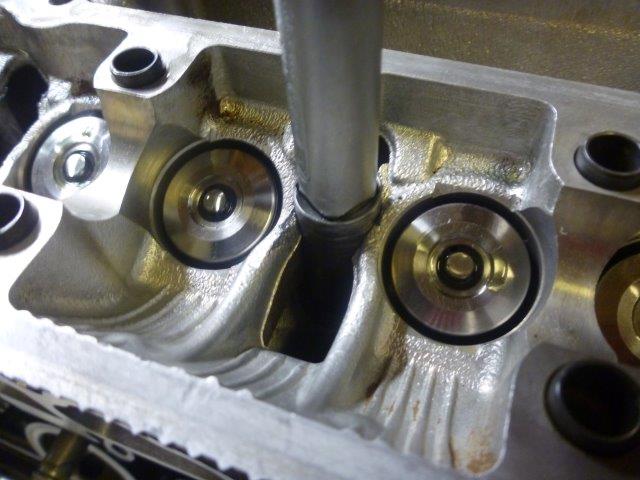
Freser ned de nye sete-kombinasjonene :


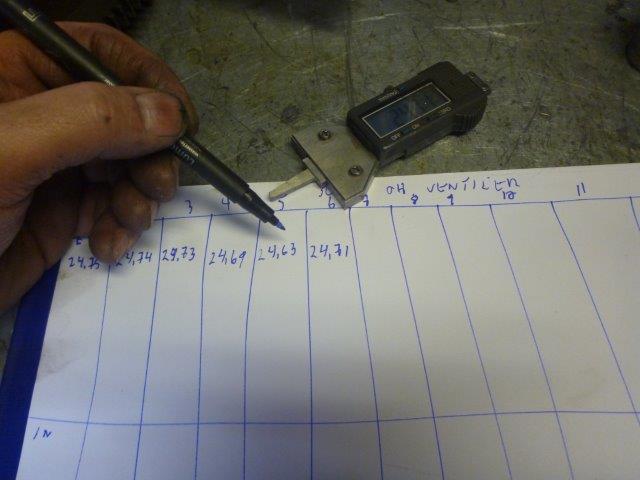
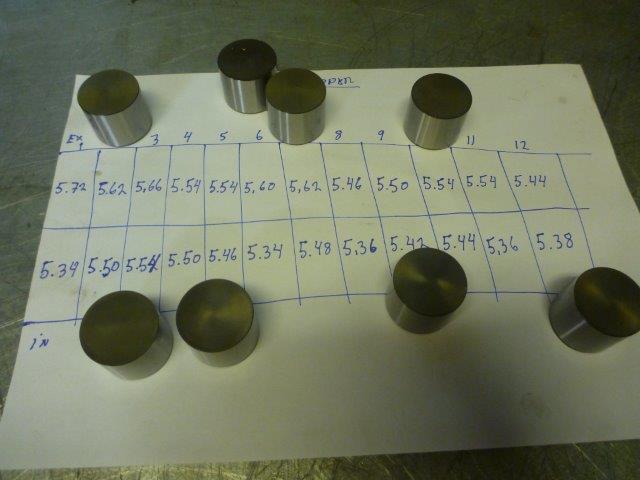
Når alle sete arbeider er komplette begynner en heftig matching av høyder på ventilstammer mot nye såkalte ” shimless buckets “. altså vi skal bort med de originale shimsene og inn med løftekoper som er både løftere og shims samtidig. vi benytter slike løftere for å forhindre at shims kan hoppe ut ved høye turtall og ting som harde launch kontroller osv.
Det da de leveres i forskjellige høyder. Dette arbeidet tar TID og inkluderer masse måling , loggføring samt kalkulasjoner før du får en oversikt over hvilke shims bøtter du trenger :





Endelig ferdig med å shimse til de rette ventil klaringene og kan nå plan frese toppen for korrekt finish og for å få den helt plan :

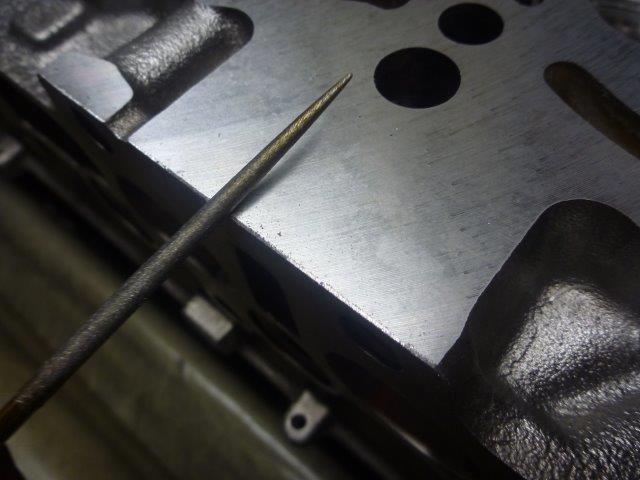

Masse pirkete detaljer kanskje men skal du bygge motor bra så må det til 🙂
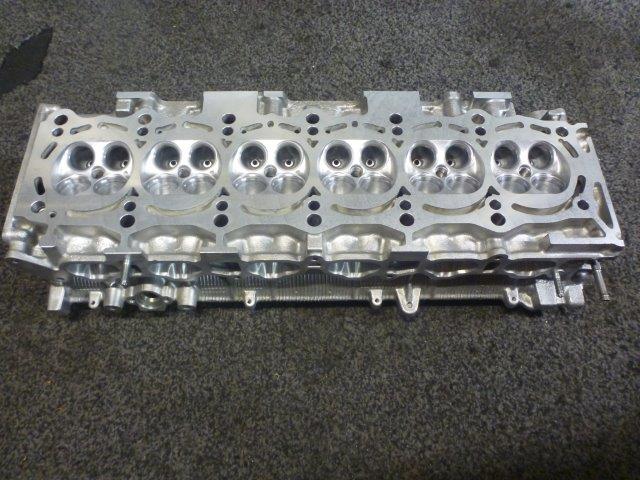
Da er toppen klar for å få sin innmat :

Ventiler , fjærer etc. står klar til dyst :


Da gyver jeg løs med forskjellige deler og montering :














Klart til å montere på blokken. Ser litt bedre ut nå , eller ?


Helheten består av detaljer og detaljer skaper helheten 🙂
Denne MLS pakningen skal vi benytte og den får 2 tynne lag med ett spesial stoff før den legges på blokka :


Toppen legges forsiktig på blokken og tres nedover studsene og forhånds smurte muttere skrus ned og trekkes til oppgitt moment :


Frem med ny oljete kam lager bukker , nye simringer og inn med de nye kam akslingene :


Setter kammene på sine respektive posisjoner for montering av kam-rem :
Posisjonerer veivens nedre rem hjul og kam drev korrekt :


På med ny kam-rem , ny strammer og timer inn kam-akslingene etter spesifikasjon :



Nye pakninger til ventil deksler som er renset etter alle kunstens regler :


Noen siste små detaljer monteres :


Begynner å se litt forskjell på før og etter , eller 🙂


Puh , da var jeg endelig ferdig og her er den klar til å sendes til kunden :

Så , ble det noe greie tall ut av det her da mon tro ?
Tja , motoren ble dynokjørt av en meget dyktig herremann , RFS PERFORMANCE , og tallene kan du se her :
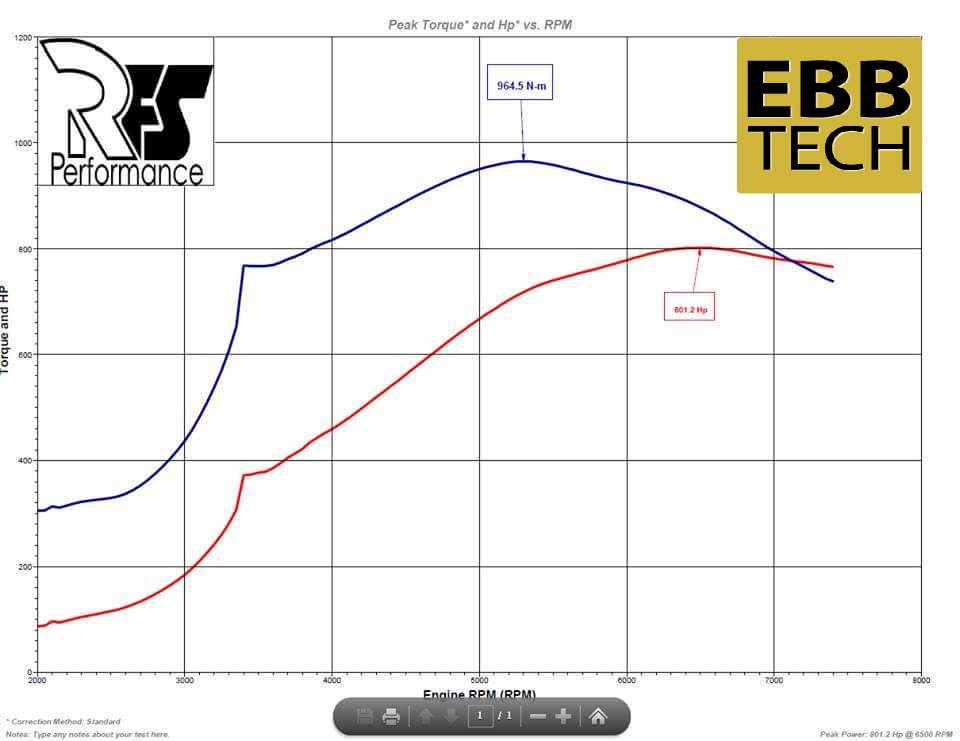
Vi kan se at vi fikk meget greit 400 pluss HK ved 4000 rpm ( 450 + hk ) og ett vidunderlig drag med over 800 Nm ved 4000rpm !!
801,2 Hp @ 6500 rpm og 964,5 Nm @ 5500rpm.
En liten video for den som ønsker å se hvordan det funker i praksis :
http://https://www.youtube.com/watch?v=R-eWHeoZRd0
Kunden ble fornøyd og EBB takker for oppdraget 🙂
Skulle du ha bruk for noe arbeider med din motor ta gjerne kontakt for pris / levering.


 del på
del på